Сначала разберитесь с различными стилями ткани
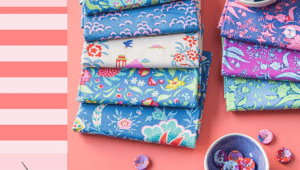
Стиль ткани обычно относится к уникальным свойствам самой ткани, которые отличаются от других продуктов, в основном включая свойства внешнего вида и внутренние свойства. Обычно более явно проявляются внешние свойства, интуитивно воспринимаемые переработчиками и берущими, такие как крепирование поверхности ткани, мелкий ромб, перламутровые мелкие частицы и так далее.
Внешний стиль ткани относится к основному аспекту стиля ткани. И внутренний стиль иногда нужно проверять человеку или человеку, используя простые методы для идентификации, такие как ощущение ткани, эластичность ткани и так далее. Управление стилем ткани в основном относится к тому, как контролировать формирование стиля ткани в различных условиях процесса.
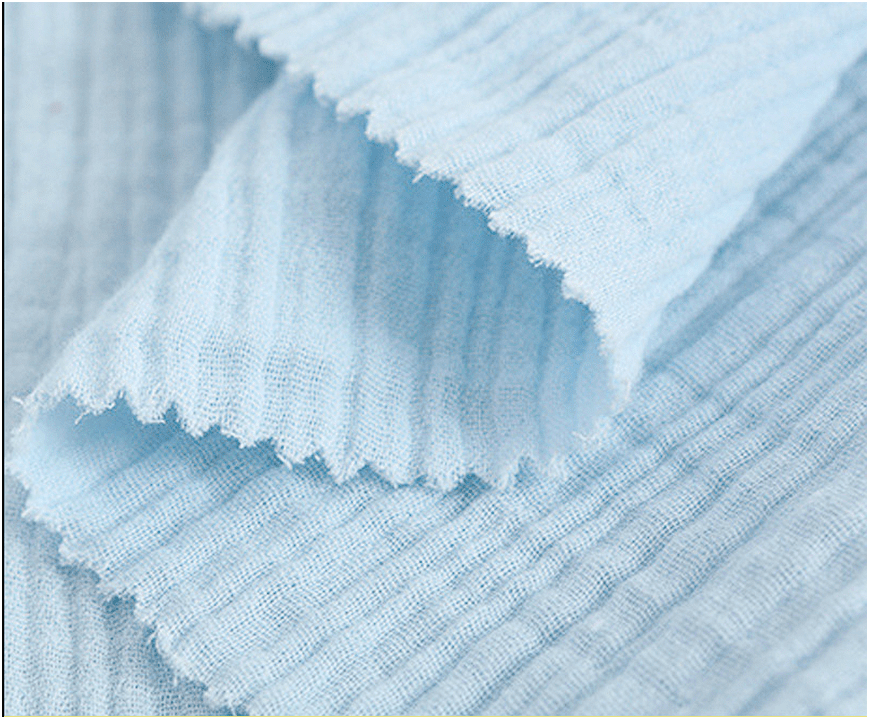
Креповая ткань
Крепоподобные ткани в основном включают в себя два вида: один - это стиль крепа, вызванный относительно особой структурой ткани ткани, а другой - это уточная эластичная ткань в процессе окрашивания и отделки, преднамеренно усиливающая все условия процесса и методы процесса, которые могут производить варп-креп.
Некоторые крепы ткани формируются методом экструзии, такие изделия также могут относиться к изделиям в клетку. Ткани класса креп при обработке должны обращать внимание на ключевые моменты от предварительной усадки до заданного типа, от окраски до сушки и, наконец, до готового комплекта изделия.
К креповым тканям относятся основные креповые ткани и уточные креповые ткани, как правило, основные креповые ткани. Из-за чрезмерной усадки уточной пряжи во время обработки основная нить не может нормально усаживаться по линии уточной пряжи и образует неравномерные полосы на поверхности ткани. Чтобы сохранить эти полосы, при обработке необходимо обратить внимание на минимизацию натяжения утка при обработке. Если ткань предварительно усаживается в баке для крашения, давление сопла бака для крашения можно соответствующим образом увеличить, чтобы увеличить натяжение основы ткани во время обработки. При сушке и калибровке готовой продукции, за счет увеличения натяжения основы ткани, целесообразно уменьшить ширину дверцы калибровки, полностью сохранив предыдущий процесс обработки на поверхности ткани, образованной полосами основы.
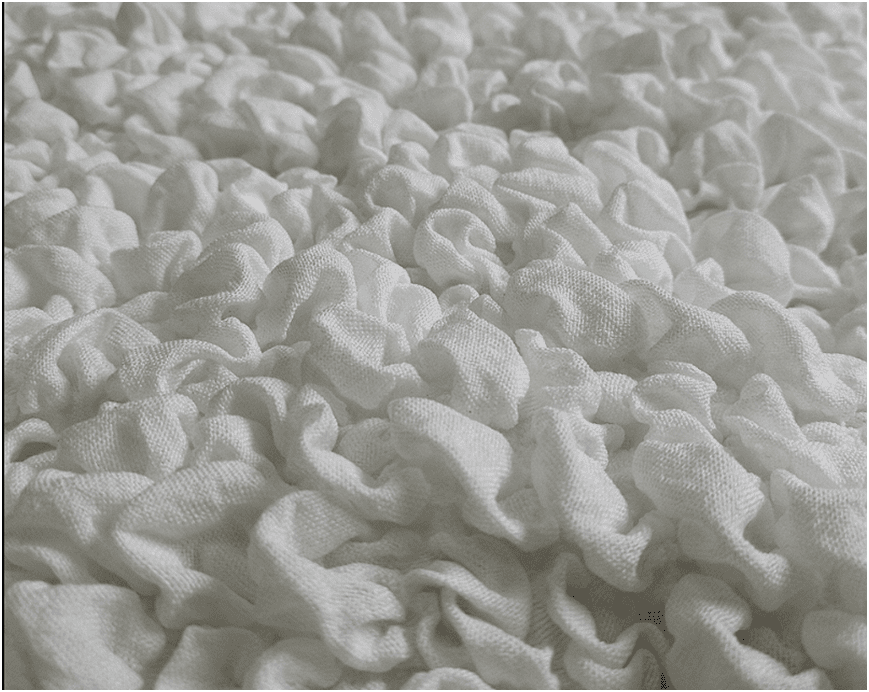
пузырчатая ткань
Есть много методов пузыря, хлопчатобумажные ткани могут быть через “щелочная усадка” метод на поверхности ткани для образования большого количества небольших пузырчатых выпуклостей, но также и за счет организационной структуры ткани и настроек плотности основы и утка, так что готовая поверхность ткани образует небольшие ромбовидные или жемчужные мелкие частицы. Ткань класса пузырей и ткань класса креп различаются, в процессе обработки следует не только обращать внимание на максимально возможное снижение натяжения основы, но и одновременно уменьшать натяжение утка. Снижение натяжения основы включает в себя не только стадию предварительной усадки, бронирования и окраски ткани, но также стадию сушки и стадию формирования готового изделия.
Готовая поверхность хлопчатобумажной поплиновой ткани имеет очевидную форму маленького ромба, которая не только должна придавать необходимые проектные требования к плотности основы ткани и плотности утка, но и в готовом изделии при формировании натяжения основы и формировании ширины двери между образованием маленького ромба. Стиль на поверхности ткани также оказывает значительное влияние.
Легкая полностью полиэфирная ткань из жемчужной льняной пряжи требует не только предварительной усадки, резервирования, окрашивания и калибровки готового изделия, насколько это возможно, чтобы уменьшить натяжение и натяжение основы и утка, а ключевым процессом является предварительная усадка и окрашивание после температура сушки ткани и натяжение основы. Если температура сушки ткани слишком высока, а натяжение основы слишком велико в состоянии влажного тепла, это серьезно повлияет на полный перламутровый стиль на поверхности ткани. Использование сушильного оборудования рыхлого типа на более низкой скорости сушки ткани, чтобы, насколько это возможно, сохранить поверхность ткани, полную жемчужного стиля, находится в центре внимания контроля стиля поверхности ткани класса пузырей.
Полированные ткани
Каландрирование – это процесс, придающий поверхности ткани особый блеск. Каландрирование на валковом станке является основным методом каландрирования текстиля. Обычно используются два типа каландрового оборудования: каландр с электрическим нагревом и каландр с давлением. Каландр с электрическим нагревом также называют электрическим каландром, каландр высокого давления имеет три способа механического давления, давления масла и давления воздуха. Роллинг придает поверхности ткани блеск, может подчеркнуть богатый и роскошный внешний вид ткани, отражая эстетические интересы костюмера и личные интересы.
Прокатка ткани, когда температура прокатки, давление прокатки, время прокатки, скорость прокатки и качество поверхности ткани являются основными факторами, влияющими на эффект прокатки ткани. Чем выше температура, тем больше давление, чем больше раз, тем заметнее яркость поверхности ткани после прокатки.
Гладкая ткань, саржевая ткань и атласная ткань после прокатки, поверхность атласной ткани является наиболее очевидной. Хлопчатобумажные штапельные ткани и полностью полиэфирные филаментные ткани по сравнению с обычными филаментными тканями после прокатки степень блеска поверхности более очевидна. То же самое и полностью полиэфирная рулонная ткань, природа самого сырья на поверхности отделки ткани также очень прямое воздействие. То же волокно, та же плотность, та же структура ткани нити FDY и пряжи с низким растяжением DTY по сравнению с отделкой поверхности продуктов FDY обычно будут выше, чем у продуктов DTY. Плотность основы ткани также является одним из основных факторов, влияющих на отделку поверхности. Чем выше плотность основы ткани, тем лучше отделка поверхности. Чистота поверхности самой ткани перед прокаткой также напрямую повлияет на качество проката. Если на поверхности ткани слишком много загрязнений, слишком много волос, слишком много соединений пряжи, неровная сушка пряжи и т. Д., Это повлияет на качество проката.
Высокая температура электротермического каландрирования приводит к тому, что ткань из химического волокна становится твердой на ощупь, что требует особого внимания во время обработки. Чтобы улучшить мягкость поверхностного блеска ткани, можно использовать прокатку поверхности ткани и контакт поверхности ткани между методом прокатки. Ровность ткани при прокатке легкой через точку прокатки напрямую влияет на уровень качества обработки изделия. Чтобы уменьшить вероятность появления пятен на поверхности ткани в прокатном свете, ткань может быть надлежащим образом расширена перед входом в точку прокатки прокатного света. Разбрасывание с помощью электрического краевого поглотителя, разбрасывание прямым роликом с резьбой и разбрасывание изогнутым валиком являются наиболее распространенными методами разбрасывания. Расширение нити прямого ролика, скорость вращения ролика расширения и сам ролик ролика расширения на поверхности давления ткани не должны быть слишком большими, в противном случае легко производить следы истирания на поверхности ткани.

Джинсовые ткани
Обычный процесс джинирования осуществляется на джин-машине. Электрический каландр может завершить процесс очистки ткани после замены валков рисунком. В процессе джинирования основными параметрами процесса являются натяжение ткани основы, температура валков и скорость джинирования. Ткань ситцевая обычно подходит для декоративного текстиля, но также небольшая ее часть используется для пошива женской одежды. Большая часть процесса очистки текстиля выполняется после того, как готовой ткани придана форма.
Сохранение постоянной формы ткани в мелкую клетку - это вопрос, на который следует обратить внимание при использовании изделий в мелкую клетку. Реализация относительно интенсивных технологических условий в процессе джинирования является основой для сохранения долговечности изделий из хлопчатобумажной ткани. При разработке технологических условий необходимо учитывать как эффективность производства, так и качество продукта, а также способность самой ткани выдерживать нагрузки.
Бархатные ткани
Равномерность браширования является основным аспектом качества брашированного продукта. Следы от чистки, длинные ворсинки, открытое дно и т. д. являются распространенными дефектами чистки. Сохранение остроты ткани иглы для чистки, скорость движения ткани иглы для чистки, натяжение чистки, плоскостность ткани при работе на щеточной машине, плоскостность соединения продукта, разница скоростей между скоростью основного игольчатого ролика. щеточной машины, скорость выхода ткани и т. д. являются основными факторами, влияющими на качество брашированных изделий.
Изделия из химических волокон легко производят статическое электричество в процессе чистки, поэтому очень важно открывать нейтрализатор статического электричества при обработке. После того, как некоторые продукты обработаны щеткой, необходим вспомогательный процесс стрижки, чтобы увеличить однородность длины ворса на поверхности изделий с длинным ворсом. Количество срезаний и расстояние между срезным валиком и опорным валиком для ткани определяют длину длинного ворса на поверхности ткани. Такие факторы, как ровность поверхности ткани при ее подаче в ткань и ровность стыков, плавность работы оборудования во время работы, будут оказывать существенное влияние на конечное качество брашированного изделия.

Брашированные ткани
Для тканых тканей браширование становится все более и более распространенным, в то время как для трикотажных полотен браширование было основным способом изменения свойств поверхности ткани. Для хлопчатобумажных тканей высокой плотности и высокой плотности обработка биологическим ферментом для полировки после чистки щеткой является новой технологией обработки. Будь то шлифовка или чистка щеткой, можно не только улучшить характеристики поверхности ткани, но и улучшить ощущение ткани. Однородная, плотная и короткая – основные требования к обработке брашированной шерсти.

Различные факторы, такие как структура ткани, плотность, характеристики волокна, метод чистки, скорость чистки, плоскостность ткани во время чистки и плавность работы оборудования, будут иметь очевидное влияние на качество чистки.
Формирование должно контролировать несколько точек
Температура является наиболее важным фактором, влияющим на качество термофиксации. Поскольку после термофиксации ткани устраняется степень исходной существующей морщины, улучшается плоскостность поверхности, размер термостабильности ткани и другие свойства, все они имеют тесную связь с высокой и низкой температурой тепла. -параметр.
После того, как ткань будет сплетена в готовое изделие, для изготовления ткани с особым назначением ткань будет обработана по форме. Поскольку ткань после формирования, физические свойства и химические свойства более стабильны, например: усадка, ширина, плотность основы и утка и т. Д., Нелегко изменить, поверхность ткани также более плоская. Однако, поскольку температура схватывания выше, мы должны обращать внимание на изменение цвета до и после схватывания, особенно на некоторые чувствительные цвета, такие как серый, армейский зеленый, светлый хаки и т. д., поэтому мы обычно должны обращать внимание на цвет после установки. В то же время настройка может контролировать ширину ткани, плотность основы и утка, скорость усадки и т. д., особенно контроль скорости усадки, которая напрямую влияет на стоимость обработки, что также требует особого внимания.
Основные параметры процесса и управление
1, формулировка
То есть при формовании на жидком материале пропорция использования различных химических веществ в жидком материале определяет ощущение, скольжение, цвет и т. д. ткани после формования.
2, Давление ролика
Давление валика, используемого для закрепления материала, определяет количество жидкости материала, которую несет ткань, что оказывает важное влияние на ощущение и цвет ткани.
3, температура сушки
Температура сушки при формовании является одним из основных факторов, влияющих на качество формовки, особенно в процессе отделки смолой, температура сушки формования на стабильность размера ткани, ровность поверхности оказывают большее влияние, для мягкой отделки контроль температуры сушки в Поверхность ткани должна быть сухой, температура сушки не должна быть слишком высокой, иначе это повлияет на ощущение ткани.
4、Перекорм
Размер избыточной подачи напрямую влияет на плотность утка ткани, тем самым влияя на характеристики усадки ткани, принимая во внимание натяжение ткани, чтобы должным образом предотвратить скручивание складок и перекос утка.
Ширина формовочного станка определяет ширину ткани после формовки, чтобы ширина ткани после формовки соответствовала требованиям процесса, чтобы ширина ткани после предварительной усадки соответствовала требованиям клиентов. .

Условия процесса термофиксации
Термофиксация ткани обычно представляет собой процесс сохранения ткани определенного размера, нагревания ее в течение определенного времени при определенных условиях температуры и влажности, а затем ее охлаждения. Поэтому основными технологическими условиями термофиксации являются именно температура, время, напряжение и агент набухания.
1, температура
Температура является наиболее важным фактором, влияющим на качество термофиксации. Поскольку ткань после термофиксации устраняет первоначальные морщины, степень улучшения плоскостности поверхности, размер термостабильности ткани и другие эксплуатационные характеристики имеют тесную связь с температурой термофиксации.
2、Время
Время формирования является еще одним важным условием процесса термофиксации. После помещения ткани в зону нагрева время, необходимое для термофиксации, можно разделить на следующие части.
① ткань в зону нагрева, время, необходимое для нагрева поверхности ткани до заданной температуры, или называемое временем нагрева.
② поверхность ткани для достижения температуры формования, чтобы ткань внутри и снаружи частей волокна имела одинаковую температуру формования, необходимую для времени проникновения тепла.
③ ткань для достижения температуры формования, молекулы в волокне, в соответствии с условиями формования в течение времени, необходимого для регулировки, или называемого временем молекулярной регулировки.
④ ткань из сушильной комнаты, чтобы размер ткани фиксировал время, необходимое для охлаждения, или известное как время охлаждения. Обычно относится к времени формирования, часто относится к первым трем требуемым временам и не включает четвертый элемент.
Если первый элемент рассматривается как эффект предварительного нагрева, то время схватывания относится только ко времени, необходимому для второго и третьего элементов, т. е. ко времени, необходимому для проникновения тепла и молекулярной адаптации.
Что касается времени, необходимого для нагрева и проникновения тепла, то оно определяется производительностью источника тепла, весом ткани на единицу площади, теплопроводностью волокна и влажностью ткани и т. д.
3, напряжение
Натяжение, которому подвергается ткань в процессе термофиксации, оказывает определенное влияние на качество укладки, в том числе на термостабильность размеров, прочность и удлинение ткани при разрыве. Термостабильность размеров основы увеличивается с увеличением переподачи основы при шлихтовке, а термостабильность размеров утка снижается с увеличением степени растяжения двери по ширине.
Средняя прочность одинарной нити ткани после калибровки немного выше, чем у ткани без укладки, а изменение направления утка более очевидно, чем изменение направления основы. После формирования разрывного удлинения ткани направление утка уменьшается с увеличением степени растяжения, в то время как направление основы становится больше с увеличением избыточной подачи.
Следовательно, чтобы ткань приобрела термостабильность хорошего размера и помогла улучшить приемистость ткани, термофиксация должна быть соответствующей для перегрузки основы, удлинение утка не должно быть слишком высоким. По этой причине требуется, чтобы предварительная обработка не использовала большое натяжение основы, чтобы не чрезмерно удлинить и не заставить уток подвергнуться большому сокращению, так что конечная потребность в большем растяжении.
① Количество рефолдингов молекулярных цепей увеличивается с температурой термообработки.
(ii) Напряжение препятствует рефолдингу молекулярных цепей.
(iii) При очень высоких температурах роль натяжения в препятствовании сворачиванию цепи сильно снижается.
Натяжение оказывает более существенное влияние на структуру волокон, а структуры волокон тесно связаны друг с другом, поэтому важно обращать внимание на контроль натяжения в любом процессе схватывания.
4, солюбилизатор
Вода имеет “свободный” структура волокна, увеличивает роль жидкостного движения сегмента макромолекулярной цепи. Влага в процессе термофиксации при пластификации влияет на надмолекулярную структуру и физические свойства волокна.
Наклон утка - это процесс производства ткани в условиях нестабильности формования при высокой температуре, вызванной, например, хлопком, который можно разорвать вручную, но естественные следы разрыва не горизонтальные, а косая черта, которая является наклоном утка более очевидным.
Общая ткань с небольшим утком не является большой проблемой, не влияет на нормальное использование, только клетка, полоса основы или полоса утка не могут выглядеть утком, или потери времени на резку очень велики или даже не могут быть сокращены.
Классификация дефектов уклона утка изделия
1 、 Прямая линия утка по всей ширине с наклоном
Этот тип утка характеризуется тем, что уточная пряжа в основном прямая, а горизонтальный стандарт составляет около 30 ° наклона. Этот вид наклона утка представляет собой ткань в процессе окрашивания и отделки за счет натяжения, перетаскиваемого вперед, когда пересечение основы и утка в силе имеет большие часы, в пряже утка не может выровняться вперед, и есть разница между быстрым и медленным или медленным Вперед, образование перекоса уточной нити, причин его возникновения много.
A. Ткацкая фабрика к ткани иногда с одной стороны плотно или с обеих сторон туго посередине рыхлая, при обработке веревки, вызванной пакетным рулоном, трудности с открытой шириной, легко произвести прямой перекос утка.
B. Иногда на ткацкой фабрике открытый разрез заготовки не является прямым, швейная головка печатной и красильной фабрики не может разорвать ци при шитье, что приводит к наклону утка швейной головки из-за постобработки и без исправления, степень перекоса даже более.
C. При обработке плоской ширины поверхность ролика не плоская; установка ролика не по уровню; диаметр ролика не одного размера, не параллельны друг другу; давление на обоих концах ролика имеет величину; Осевая линия машины не является прямой, в результате чего ткань движется не прямо; качество установки машины плохое, местная лапка болтается; часть деталей наклонена, деформация ткани в обе стороны силы неравномерна; машина для мерсеризации с обеих сторон щипцов для ткани, тянущих длину ткани, не одинакова, что приводит к перекосу утка; в устройство кромки всасывания ткани, волочащее ткань. Угол между роликом и тканью слишком мал, и натяжение с обеих сторон неравномерно; местный пузырь “мешок для воды” получается при раскатывании жидкости по ширине; изношен подшипник направляющего ролика или изношен зонд; прижимной ролик на машине для проверки ткани имеет различное давление с обеих сторон, а горловина ножа машины для дворовой ткани неодинакова, что приведет к наклону утка.
Вышеупомянутая ситуация относится к состоянию оборудования, которое не является нормальным, если неправильная эксплуатация или несоответствие стандартной системе также приведет к перекосу утка.
Например, в процессе шитья жадный до удобства случайный узел; при входе плоских валиков, неправильной эксплуатации, так что ткань сморщивается или закручивается по краю; падающие тканевые валики обернутые тканью не заподлицо; в ткань или перематывать, восток перекошен или влево и вправо.
Во-вторых, при обработке веревки натяжение неравномерно, ролик стиральной машины для веревки не плоский, сила ткани неравномерна, иногда рыхлая, иногда тугая, легко вызывает наклон утка; Изнашивание головки канатной машины перекрывается, сила деформации изнашиваемой ткани неравномерна, изнашивается слишком много каналов, тело ткани слишком тугое, равномерный наклон утка, иногда угол упаковки ткани изнашивания канатной стиральной машины слишком велик, натяжение велико, наклон утка также большой; обработка веревки производить местный “мешок для воды “и вызывают неравномерный наклон утка, отступающий пузырь пульпы “мешок для воды” более очевиден, когда ткань плоская в веревку, фарфоровый круг не центрирован, плоская веревка или веревка плоская, иногда расстояние слишком короткое, ткань легко обернуть, также легко получить наклон утка, большая ткань J Коробка в форме, дно коробки дугообразное большое, ткань скользит Трудно, легко нажимается и вызывает натяжение; обработка веревки в кучу тканевого бассейна, содержащего слишком много воды, что приводит к трудностям с открытой шириной и уклону утка.
2 、 Изогнутый уток по всей ширине
Этот вид скоса утка характеризуется изогнутым или вогнутым дугообразным скосом уточной пряжи. В основном это происходит в гибочном валике расширительного валика из-за плоской ширины гибочного валика или цилиндра для выпечки, прежде чем иногда появляются небольшие морщины и устанавливается гибочный валик, чтобы расширить роль устранения складок. При приложении соответствующего количества натяжения так, чтобы расширение ткани сморщилось, но и уточная пряжа натянулась до середины выпуклого лука. Степень выпуклости дуги при ткани тонкой толщины, кривизна криволинейного валика, натяжение ткани в криволинейном валике и другие факторы.
Кроме того, в машине для мерсеризации и стентере ткань удерживается вперед щипцами для ткани, горячим воздухом, пропиткой горячей легкой щелочью или стиркой щелочью, релаксацией ткани, что приводит к тому, что ткань в части вопроса явление гистерезиса, из щипцов для ткани была вогнутая дуга косого утка. Эту ситуацию легче воспроизвести на тонкой ткани.
3, висячий угол утка косой
Этот вид утка характеризуется нормальным утком на одной стороне ткани, одна сторона перекошена.
Причины: одна сторона ткани угол силы; или направляющий ролик, сушильный цилиндр с одной стороны угла скопления накипи; или из тканевого валика, обернутого движением ткани, к одной стороне, вызванной слишком толстой; или в несколько роликов, одна сторона серьезного края рулона, который в основном формируется за счет разности давлений левого и правого роликов. Этот вид наклона утка труднее остановить, только с натянутым целым утком или специальным прижимным роликом попеременно для всего утка.
4、Местный уклон утка фиксируется в части текстиля
Этот вид откоса утка характеризуется локальным откосом утка правильной формы. Основной причиной является скопление грязи на направляющем ролике, например, наматывание на полосу ткани головки пряжи; или ткань в ролики перед морщинистой полосой, так что натяжение не является постоянным. Благодаря направляющему ролику накопление грязи или складок фиксируется, поэтому ткань образует косые части утка и форма также относительно фиксируется.
5. Нет правильной формы сложного наклона утка.
Ткань в плоской машине частями или машиной, вызванной начальным уклоном утка, в основном имеет правильную или правильную форму, местоположение также фиксируется. Если уток не отрегулирован вовремя или неправильно отрегулирован, а затем из-за ненормального влияния некоторых частей следующей технологической машины создается накопление уклона утка, образуя сложный и сложный уклон утка различной формы. Однако такой вид уточных откосов встречается реже.
Меры по предотвращению перекоса утка
Наклон утка возникает из-за многих аспектов, и меры по предотвращению наклона утка также должны приниматься по многим аспектам.
1, оборудование
Оборудование плоской ширины на валках, направляющих валках, сушильном цилиндре должно делать четыре почти, а именно, установка валика должна быть плоской, параллельность между валками должна быть плоской, давление валика вокруг должно быть плоским. Центральная линия установочного оборудования должна быть прямой, а нижняя прошивка должна быть твердой.
Машина для мерсеризации, формовочная машина, машина для стентера и другие штифты, втулки, цепи должны регулярно проверяться и заменяться, чтобы гарантировать, что обе стороны щипцов для ткани или скорость вращения игольной пластины одинакова.
Верхние и нижние направляющие ролики, которые регулируют скорость каждой единицы машины, должны быть выровнены.
Фарфоровое кольцо, направляющее веревку, должно быть отрегулировано так, чтобы пучок ткани располагался по центру. Чтобы уменьшить натяжение одной машины канатной машины, используйте положение файла мобильного распределительного ряда, чтобы ткань изнашивания задней головки для ткани изнашивания с плоской головкой и т. Д., Чтобы контролировать количество каналов изнашиваемой ткани. Чтобы уменьшить натяжение синхронного вращения канатной стиральной машины, бегущая линия должна быть прямой, одноголовое канатное оборудование имеет световод, свободную синхронную передачу. Чтобы полотно из большого J-образного короба не продавливалось, вогнутый косой уток может пройти несколько изогнутых валиков для расширения по ширине; машина для мерсеризации производит вогнутый косой уток, может быть установлена в машину для мерсеризации из щипцов для ткани после добавления пары изогнутых цельных уточных устройств, ткань ниже добавления активного разгона 10% гладкий маленький ролик, ткань выше давление квадратного резинового гибочного ролика, носовая проекция центра прижата в центре ширины ткани, в зависимости от степени вогнутости утка косой поверхности ткани для регулировки вышеуказанного изогнутого давления резинового гибочного ролика Когда выпуклый наклон утка идет на изгиб ролик, выпуклая форма будет перевернута в противоположном направлении, чтобы выпрямить уток, но степень выпрямления ограничена, и в то же время следует предотвратить образование складок.

Распылитель горячего воздуха для изменения вертикальной формы косого ветрового отверстия, скорость ветра 12 ~ 15 м / с, угол между ветровым отверстием и поверхностью ткани 15 ° ~ 20 °, так что ветер дует в направление поверхности ткани вперед, чтобы улучшить сам стентер горячего воздуха, вызванный дугообразным наклоном утка.
2. Операция
Головка шва должна быть плоской и прямой, плотность иглы должна быть умеренной, и после шитья необходимо как можно больше отрывать головку, а наклон утка головки шва должен быть ниже 0,5%.
Ткань веревки не должна быть завязана узлами, а голова должна быть хорошо прошита на швейной машинке. По окончании обработки веревки на дно ворсового бассейна ткань должна быть свернута всухую и не перегружена водой.
Чтобы исключить обработку веревки “мешок для воды”, особенно отступающая пульпа “мешок для воды”.
Ткань для обертывания валика должна быть одинаково толстой и тонкой. При обработке, чтобы избежать волокна, ролика намотки пряжи и вызвать наклон утка. При обработке плоской ширины следует обращать внимание на то, чтобы край ткани не скатывался и не мялся. Усилие с обеих сторон электрического поглотителя краев должно быть одинаковым, а угол полотна должен быть больше.
Метровочная машина должна быть ровной и прямой.