
Textile digital printing is growing rapidly in China, and many manufacturers of textile digital printing machines are transforming from the advertising industry, but textile printing is very different from advertising printing, and the lack of printing and dyeing technology by machine manufacturers makes it difficult to sell many machines. Digital printing inks are different from dyes and there are more factors affecting the quality of textile digital fabrics than traditional printing, which can make it difficult to promote inks. There is an unspoken rule that in order to ensure the quality of operation of digital printheads, the need to sell machinery and ink together, buy whoever’s machine, use whoever promotes the ink, otherwise the nozzle blockage, the machine business is not responsible, in fact, all machine manufacturers are imported nozzles, which results in the sale of machines and ink are a unit, and machinery manufacturers and most of the technical team to mechanical, physical, computer IT But ink is a chemical field, and the whole process of digital printing on different fibre materials is a chemical reaction. At present, there are many people without experience in textile printing are engaged in digital printing, which results in high expectations of machinery manufacturers, think I buy your machine you not only want to package my machine open properly, but also responsible for the quality of the textile fabric printing, some printing quality problems are caused by machinery, but some printing quality problems (left and right colour difference, before and after the batch colour difference, colour instability, etc.) is the process is not stable and caused by the process. Therefore, the pre-treatment process of the fabric is very important and many problems are closely related to the pre-treatment process.

Reactive dye ink
at present in cotton, cotton, modal, silk, wool and wool blends are printed with reactive dyestuff ink, the more widely reactive ink is used, the more problems arise.

Effect of sizing method on active colour development
There are several methods of sizing: sizing machines, stentering machines (MFS), round and flat sizing machines, all with different viscosities. The higher the viscosity of the sizing paste, the higher the solids content of the sizing paste per unit area, and the more auxiliaries on the sizing fabric, the darker the sizing colour – they are inversely proportional, the more sizing paste is applied to the semi-finished fabric, the finer the pattern is, but the thicker the sizing viscosity is, the thicker the sizing film that builds up on the fabric. If the film is too thick, it will prevent the ink from bonding with the fibres and therefore affect penetration and the amount of colour given. The fineness of the pattern and the permeability of the textile digital print is therefore not entirely dependent on the viscosity of the paste, but on the nature of the paste itself.
About the sizing machine: if the sizing machine in the rear finishing sizing should be noted, the original design of the front of the sizing machine liquid tank is used for rear finishing working fluid (softener, three anti-finishing, etc.), these working fluids are no viscosity, these liquid tank capacity is relatively large, generally 70-100kg, but if these tanks to join the pulp, it must not add full tank, because the semi-product cloth take away moisture than take away pulp to As a result, the longer the drive time, the higher the viscosity of the slurry in the trough and the more it will stain the press rollers and form a defective fabric.
I visited some customers where the production process of the original stenter (MFS) was changed frequently due to a lack of orders for digital sizing and no sizing.The task is to act as a finishing machine, processing the softness of the finish, which is more problematic. For example, if our softener is a non-silicone stearate, it is easier to wash the liquid bath and the press rollers; however, if we use a silicone softener, it is more difficult to wash the liquid bath and the press rollers, as there is still residual silicone in these areas. This is the result of the silicone in the paste, so attention must be paid to this.
This will affect the effect of the auxiliaries, as they have to be used in the steamer later on. If they are damaged by the high temperature too early, it will directly affect the active steamer later on, and will also affect the colour instability of the active.
Effect of steaming on active colouring
(1) Steaming time
The steam time for active textile digital printing is different to traditional printing, where the colour paste is applied to the fabric by means of a squeegee and a magnetic bar on a circular or flat screen, so it only takes 7-8 minutes for the active colour to develop. This is far from the permeability required for printing, and it is mainly done by steam, so the steam time should be extended for active digital printing, generally 12-20 minutes, and the heavier the fabric, the longer the steam time, and at the same time the permeating agent should be added to the sizing prescription.
(2) Vaporization temperature
This affects the reactive colouring because the higher the temperature in the steamer, the more the vapour becomes supersaturated and the lower the moisture content.
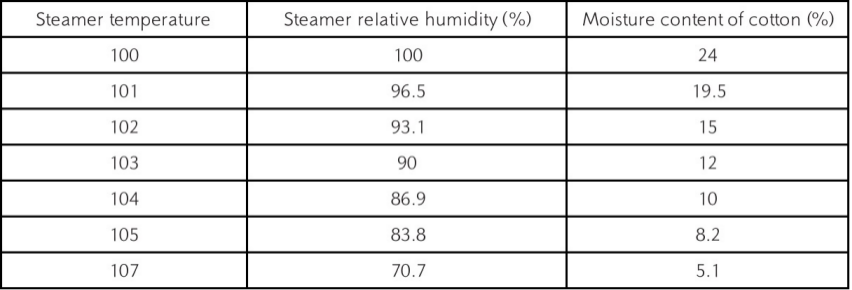
The data in the table already shows that the higher the temperature inside the steamer, the less moisture there is on the cloth, which is not conducive to the fixing of reactive dyestuffs, so some units make up for the humidity by increasing the amount of urea, but more urea will increase the nitrogen content of the effluent. Nowadays, digital printing steamers are fitted with moisture supply devices, but care must be taken not to block the holes of these moisture supply tubes and to check them regularly.

At present there are many steam plants that provide a uniform supply of steam, generally the steam pressure supplied by the plant is relatively high, but this steam pressure is related to the steam temperature, please see the following table.
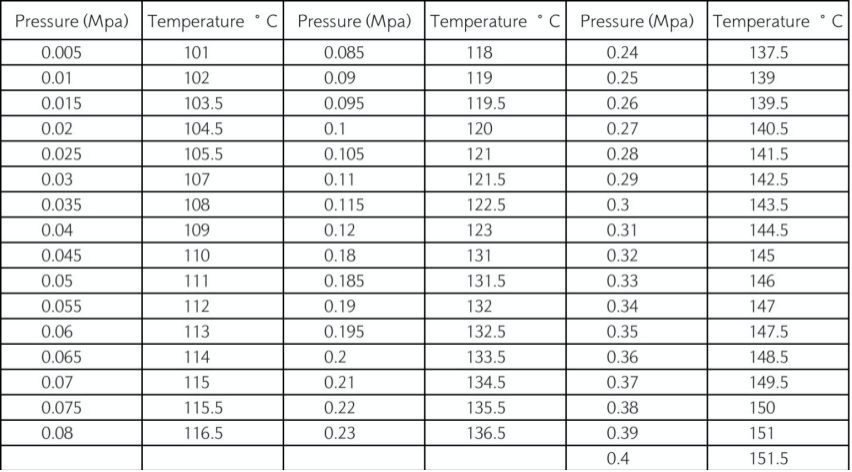
Pressure vs. temperature table
According to the table above, the steam pressure coming from the power plant has to pass through a pressure reducing valve before it enters the steamer. This keeps the temperature in the steamer constant.
(3) Influence of moisture content of the printed fabric on the active colour
Climate: Some large orders cannot be printed in one day, but must be completed after several days, but if these days have experienced heavy rain (especially rainy days, etc.) and sunny days, then the colour of the steam out of the fabric will be different, because the humidity on the fabric is different, so a large order of printing good must balance the humidity of the printed cloth, if possible, it is best to put these cloths again for If possible, it is best to re-dry these fabrics to achieve a moisture balance and to avoid unstable active colour development.
All five of these aspects can affect the active colour and cause colour instability. Please be aware of this.























