Preface
Characteristics of polyester/nylon decorative fabrics and technical problems of printing and dyeing processing
1.1.1 Basic characteristics of polyester and nylon fibres
Polyester (polyester) is made from terephthalic acid (PTA) and ethylene glycol (EG) through a polycondensation reaction[1] , which has high breaking strength and modulus of elasticity, excellent light, heat and corrosion resistance, and excellent wearability, stiffness and wrinkle resistance[2] . It is now the world’s largest synthetic fibre [3]. With the rapid development of chemical, mechanical and electronic automation technology, polyester fiber raw material production, fiber molding, as well as textile printing and dyeing processes are realized in short, continuous, automated and high-speed.
The composition and structure of the chains (condensation of terephthalic acid and ethylene glycol) shows that polyester fibres consist of a rigid benzene ring and a flexible aliphatic hydrocarbon group. The ester group, which is directly linked to the benzene ring, forms a rigid co-choke system with the benzene ring, which restricts the free rotation of the flexible chain segments to which it is linked. The supramolecular structure of polyester fibres is partially crystalline, with the crystalline parts of the molecular chains running parallel to each other, mostly in trans conformation, while the amorphous regions have a number of cis conformations. The molecular structure and crystallisation of conventional polyester shows that the molecules are quite tightly arranged and therefore have good mechanical properties. Due to the tight molecular arrangement and the high crystallinity, the thermal movement of the molecular chains has to be accompanied by a high temperature in order to release them from their frozen state. In addition, polyester fibres are hydrophobic and lack reactive groups in their molecular structure that can bind to dyestuffs like cellulose or protein fibres, which makes the dyeing conditions for polyester fibres more demanding. Most polyester fibres are dyed or printed with disperse dyes, which are almost insoluble in water and are dispersed in tiny particles in the water, which diffuse into the polyester fibres at high temperatures to form the dyeing of the polyester fibres.
Nylon (polyamide fibre) was the first synthetic fibre to be industrially produced, with DuPont producing nylon 66 (polyhexamethylene diamide) by melt spinning and Schlack inventing nylon 6 (polycaprolactam). Nylon is widely used because of its washability, non-ironing properties, good dimensional stability, low shrinkage and good weather resistance, and according to Chemical Fiber International in 2010, the global polyamide fibre production reached 3.7 million tonnes by 2009 and is expected to exceed 4.4 million tonnes by 2020.
Although there are various types of polyamide fibres, the two most important are polyamide 6 (PA6) and polyamide 66 (PA66), both of which are linear, long-chain molecules with no side groups other than hydrogen and oxygen atoms, and have a fully extended, flat, serrated shape in the crystal. The structure is similar to that of polyester in that straight and folded chains coexist, with the adjacent amide bonds between the chains oriented into hydrogen bonds and a stable crystalline structure. Polyamide fibres are tightly bound molecules, have a stable chemical structure and have many excellent properties. As a high strength synthetic fibre, it is 2-3 times stronger than cotton, 3-4 times stronger than viscose, 10 times more abrasion resistant than silk or cotton and 20 times more abrasion resistant than wool, and is often used as an ideal material for the manufacture of items that are often subject to friction, such as socks and parachute cables. It also has high resilience and elongation at break, and is highly resistant to alkali, but has poor heat resistance, with a glass transition temperature of 50°C-60°C[13]. The dyeing properties of nylon are similar to those of wool and are usually done with disperse, acid and neutral dyestuffs [14]. For the dyeing of nylon fibres, acid dyes are the dyestuff of choice as they bond to the nylon through ionic bonds or van der Waals forces to give a vibrant colour with excellent colour fastness.
1.1.2 Basic characteristics of polyester/nylon decorative fabrics
Chemical fibres have been used in the textile industry for half a century and have played an invaluable role in meeting the growing needs of natural fibres, which are limited by the availability of arable land and grassland grazing. With the development of chemical fibre manufacturing technology and the application of high technology, a new generation of chemical fibres has developed rapidly, broadening the range of applications for textile fibre materials. In various types of textiles, fabrics with two or more fibres have become the focus of attention in recent years in the domestic and international markets.
Interwoven products are made by interweaving two or more types of raw materials together to maximise the characteristics and properties of the warp and weft fibres, while also improving the overall serviceability of the fabric [17, 18]. For example, silk/cotton fabrics have the lustre of silk, the soft feel of cotton, excellent breathability and moisture absorption, good elasticity and drapability, especially when worn after the garment has a unique sweat-absorbing and non-hugging nature, which is incomparable to pure silk fabrics.
Polyester/nylon fabrics are made by interweaving polyester and nylon fibres in a certain proportion, which have high strength and good abrasion resistance. In order to gain a competitive position in the market, companies use some polyester filaments instead of nylon for interweaving to reduce costs. The different interweaving ratios of polyester and nylon can bring about different performance changes, so the ratio of polyester to nylon needs to be controlled according to the actual application.
1.1.3 Current research on the dyeing and processing of polyester/nylon fibres
Polyester and nylon are both hydrophobic fibres, but their structural properties are quite different. Pure polyester fabrics are generally dyed with disperse dyes, while nylon fabrics are often dyed with weak acidic or neutral dyes, or with reactive and disperse dyes for nylon, but certain screening of the dyes is required. Polyester/nylon fabrics can be dyed with disperse/acid dyes, disperse/direct dyes or disperse/reactive dyes in a one-bath, two-step or two-bath process, which is carried out under high temperature and pressure.
There have always been problems or difficulties in dyeing polyester/nylon fabrics. In fact, the disperse dyestuffs more or less contaminate the nylon part and stain the nylon. Therefore, in order to achieve good colour fastness, many mills use the two-bath dyeing method, where the disperse dyes are first dyed, then cleaned with a reducing agent and finally the nylon is dyed with acid or 1:2 gold-containing dyes. The wet fastness of acid dyestuffs is inadequate and it is difficult to meet the high quality requirements of customers. The two-bath method reduces production efficiency, takes longer and increases costs and has limited colour fastness improvement, so customers often have to reduce colour fastness requirements and give up the two-bath method and let the factory choose to dye in the same bath.
Due to the structural differences between polyester and nylon, differences in the adsorption and fixation of disperse dyestuff on the two fibres are easily caused. It is clear that the differences in diameter, specific surface area and structure of the polyester/nylon fibres lead to difficulties in homogeneity, homochromaticity, colour development and colour fastness of the polyester/nylon fibres. Sun Sasa et al. used disperse dyes of different structures to dye mock polyester fabrics and concluded that some azo benzene and azo heterocyclic disperse dyes had a small total colour difference in the polyester/nylon fraction and were suitable for homochromatic dyeing, whereas anthraquinone disperse dyes had a small apparent colour depth in nylon and were the least homochromatic. In order to improve the dyeability of polyester/nylon fabrics, a class of temporary soluble disperse dyes containing β-hydroxyethyl sulfone sulfate group was synthesized, which has high dyeability and good colour fastness on nylon fabrics [28]. Zhai Shengguo [29] et al. used 12 disperse dyes to dye polyester and nylon mock fabrics at low temperatures (98°C), showing that the addition of benzyl alcohol was beneficial to the colour depth of polyester and the homochromaticity of the fabrics.
Developments in textile printing technology
1.2.1 Overview of the main printing methods for textiles
The process of using dyes, paints or other special organic or inorganic colouring matter in a way that enables a reproducible pattern to be applied to a textile is known as printing. Printing methods include direct printing, paint printing, inkjet printing and transfer printing.
Direct printing is a printing process in which the colour paste is printed directly on the white or light coloured fabric and then post-treated by steaming and other processes. The printing paste is made from dyestuff or pigments, absorbents, co-solvents, etc. and the original paste. The dyestuff can be determined by the nature of the fibres, the characteristics of the pattern, the colour fastness of the dye and the equipment conditions. Dyestuffs, pastes and process conditions vary for direct printing on different fibres. The main direct printing processes are direct dye direct printing, reactive dye direct printing, reduction dye direct printing and disperse dye direct printing. Direct printing is rich in colour, soft to the touch and has excellent colour fastness, but has the disadvantage of high water consumption and high waste water and sludge discharge. Disperse dyestuff direct printing on polyester fabrics requires high temperature steam after printing, so to avoid interpenetration of the colours, dyestuffs with high sublimation fastness must be selected. Direct printing on nylon is often done with acid dyestuffs, which have the advantages of a full colour spectrum and bright colours, but still suffer from poor colour fastness, the need for colour fixation and the heavy soaping and washing tasks in the post-processing process.
Paint printing is a method of printing in which organic or inorganic colour/paint is used to form a pattern on the surface of a fibre or fabric with the aid of a polymeric binder or crosslinker. Paint printing pastes generally consist of thickeners, colours/paints, binders and other additives. After the solvent has evaporated, the binder forms a continuous film structure in the printing area of the fabric, and the binder and crosslinker hold the paint on the surface of the fibre. It is suitable for printing on all types of fibres and their blends. Paint printing has the advantages of a short process, low water consumption and low waste water discharge, but it also has the disadvantage of less vibrant colours, a harder feel and poor colour fastness. The film-forming ability of the binder directly determines the quality of the print, including the impact on the colour, vibrancy, feel and colour fastness of the printed fabric. With the development of time and technology, the development of high quality paints, adhesives and thickeners has been rapid, the quality of paint printing is gradually improving and the range of applications is expanding.
Inkjet printing is a variety of digital equipment, the required pattern into the computer, by the image information processing, computer control will contain pigment ink in the compressed air drive, through the printing nozzle spray printing on the substrate. Compared with traditional printing, inkjet printing has the following main features: ① The printing process is all controlled by the computer, and the operation is simpler than traditional printing, eliminating the need for complex processes such as plate making, stock adjustment, scraping and drying. As long as the computer set up a good program, a step can be completed printing. ②The pigment ink is directly printed on the fabric and the fabric is widely used. ③Printing on demand, less waste of resources, suitable for small quantities, multi-species requirements. ④Printing the whole process by computer control, printing reproducibility is good, small sample and large sample more consistent. ⑤Higher print fineness or resolution, suitable for prints with higher clarity requirements and more complex patterns. But the main problem is that the ink is easy to block, high processing costs, and the difficulty of mass production, inkjet printing ink is very special, different inkjet printing machine and inkjet way, the ink used is not the same, it is difficult to make a universal ink, which gives the development of inkjet printing with a challenge. Inkjet printing has a broad development prospect, with the continuous development of machinery and equipment, high-precision fine pattern and daily output have been improved.
Transfer printing is the printing of dye colours on transfer paper and then transferring and fixing the dye pattern on the paper to form a pattern on the textile. There are two types of transfer printing, heat transfer printing and cold transfer printing. Heat transfer printing was first used on synthetic fibres, and most of the disperse dyestuffs with poor heat sublimation fastness were selected. With the help of high temperature and pressure, the dyestuff pre-printed on the transfer paper was brought into precise contact with the fabric, and as the dyestuff sublimated, the fabric was dyed.
Cold transfer printing is usually used for acid dyestuff printing, where the dyestuff is transferred to the fabric by means of moist heat and pressure, and then the dyestuff is conventionally steamed to complete the colour fixation. For example, PR Brady et al. use low molecular weight dyestuffs containing chlorine for printing on wool, achieving good colour depth and fastness. Cold transfer printing also suffers from low transfer rates and high transfer paper consumption.
1.2.2 New printing technologies for textiles
As people’s requirements for style, colour, feel and environmental protection of textiles continue to rise, textile printing technology is also developing at a rapid pace. New technologies and materials are being combined with each other to create new printing methods, which has led to the rapid development of textile printing in recent years. The printing and dyeing industry itself is a highly water-intensive and polluting industry, and the need for green technology and new techniques is becoming more and more urgent. In addition to inkjet printing and transfer printing, which have been widely used commercially, new printing technologies such as photoelectric imaging printing [50], micro-encapsulation printing [51], radiation energy printing [52], foam three-dimensional printing [53] and flocking printing [54] have also been developed.
In terms of the nature of materials manufacturing[55-58] , additive processing has the advantages of free-form and complex products, high material utilisation and a high degree of automation, while subtractive processing has high precision, high efficiency, simple processes and high material consumption; undoubtedly combining the advantages of both is the direction of development in the manufacturing industry.
From the essence of the printing process, the printing process can be understood as a combination of “additive processing” and “subtractive processing”. Firstly, in order to meet the basic performance requirements of the printing medium for fabric printing, “raw paste, dyeing materials, auxiliaries, etc.” or “thickeners, coatings, adhesives, crosslinkers, etc.” are added, and clear patterns are formed on the surface of the fabric with the help of equipment (screen printing machines or inkjet printing machines, etc.), and then the fixation and colour development of the dyestuff on the fibres is completed by high-temperature fixation (steam or baking). Secondly, to meet the requirements of fabric printing for colour fastness and soft touch, the excess dyestuff and other additives are removed from the fabric through post-printing treatment (reductive washing, soap or hot water washing, etc.) to produce print products with excellent performance. Direct printing and inkjet printing are a combination of additive and subtractive processes. With the aid of computer control, the additive process of inkjet printing is more accurate and effective, significantly reducing the burden of subtractive processes and having the environmental advantage of small waste water and sludge emissions.
To this end, Zhu Yawei et al. proposed the new concept of “micro printing”, which organically combines direct printing and coating printing, i.e. the printing medium of “disperse dyestuff, paste and auxiliaries” is adjusted to “liquid disperse dyestuff, thickener and functional prepolymer”. The printing medium is first printed on the fabric using direct printing methods, then the disperse dyestuff is dyed and fixed on the fibres using the high temperature hot air fixation method of paint printing, and finally a small amount of auxiliaries and unsettled dyestuff is removed from the fibres by post-printing treatment. “Micro” means that the amount of dyes and auxiliaries used is as small as possible, provided that the colour depth of the fabric is guaranteed, e.g. the amount of dyes does not exceed the saturated adsorption or fixation of the fibres. The main objective of “micro printing” is to reduce the burden of post-processing and to develop a textile printing product with low waste water discharge, high colour fastness and a soft hand feel.
1.2.3 Application of thickeners in printing
In the printing process of textiles, printing pastes need to have a certain chemical stability, adhesion, wetting and film formation; in order to prevent printing bleeding and to obtain patterns with good clarity, thickening agents need to be added to printing pastes to improve viscosity, enhance water holding and reduce capillary effects. The use of the original printing paste is very important, its nature determines the printing performance of the printing paste, and directly affects the quality of the printed product. Therefore, the printing paste needs to have ① suitable rheology, different printing equipment, different printing process and different pattern characteristics, the rheology of the paste used also varies; ② has a certain stability, in the original paste made, should ensure that in storage is not easy to deteriorate, made into a colour paste to withstand a variety of mechanical effects such as stirring; ③ can not have colour, or have a little colour no affinity to the fibre The paste should have a good dyeing rate and be easy to clean, ensuring that the paste does not affect the dyeing rate and that it can be cleaned with less water.
Printing pastes can be divided into natural thickeners, emulsified thickeners, synthetic thickeners, etc. Oil/water emulsified thickeners made from advanced alkanes have been replaced by synthetic thickeners because of the environmental problems of exhaust gases.
Islam M T et al. used sodium alginate and aloe vera gum as printing pastes, which had good rubbing fastness but low colour fixation; Abdel-Halim E S et al. compared the printing effect of hydroxypropyl cellulose and polyacrylic acid modified hydroxypropyl cellulose as thickeners and concluded that polypropylene modified hydroxypropyl cellulose could improve the colour yield of fabrics. Although anionic synthetic thickeners with low solids and high paste-forming rates have been widely used, the problem of electrolyte sensitivity, which can cause a significant decrease in viscosity, has not yet been solved; and non-ionic synthetic thickeners with good electrolyte resistance
have limited applications due to their poor thickening effect and high dosage.
1.2.4 The use of adhesives in printing
Binders are an important component of paint printing pastes and are used to bond the paint to the surface of the fabric by forming a film. Research into paint printing technology has focused on the contradiction between colour fastness and feel, and the preparation of adhesives with high bonding power and soft feel is the main direction of research to improve the quality of paint printing. The former has a soft feel and improves colour fastness or dry/wet rubbing fastness, while the latter has the advantage of high elasticity, heat and cold resistance, good permeability and a soft feel, but is more expensive. To improve the fastness of the paint to the fibres, crosslinkers are also added to the printing paste. The three-dimensional mesh structure formed between the crosslinker and the fibre molecules improves the soaping fastness and rubbing fastness, but the fabric tends to yellow and become stiff to the touch when baked at high temperatures. The binder HD650 has a higher apparent colour depth, soap fastness and rubbing fastness than commercially available binders, and the printed fabric has a softer feel. The use of functional binders in dyeing or printing is an effective way to improve the utilisation of acidic dyes in nylon printing and to improve the fastness to alkaline perspiration and reduce the white staining of nylon by acidic dyes. The binder also improves the homogeneity of the disperse dyed polyester hot melt dyeing, reduces the floating of the dye on the surface of the fibres, and reduces the burden of reductive cleaning and washing.
1.2.5 Polyester/nylon decorative fabrics printing properties and improvement methods
Compared to traditional clothing textiles, decorative textiles are both decorative and functional, and have high requirements for appearance and material, making their technical content and production more difficult than ordinary textiles [82]. Polyester/nylon decorative fabrics need to be both comfortable and aesthetically pleasing, not only in terms of softness, comfort to the touch and stiffness, but also in terms of vibrant colours, natural lustre, good colour fastness and low colour differences. Disperse/acidic dyes are used for dyeing and printing polyester/nylon fabrics at . When the nylon content of polyester/nylon is low, disperse dyes with relatively small colour differences between polyester and nylon can be used [83]. In practice, polyester/nylon decorative fabrics are mostly polyester and nylon, so only disperse dyes can be used for printing. As polyester/nylon decorative fabrics contain two fibres with different structural properties, which often leads to complex printing processes, high effluent discharge and poor colour fastness, the following methods are often used in practice to improve the printing properties of the fabric.
(1) Selecting the right dyestuff: disperse dyestuffs have a good affinity for polyester and a poorer affinity for nylon, and disperse dyestuffs have different colour shades on polyester and nylon (poor homochromaticity), resulting in uneven colouration of the fabric.
(2) Pre-treatment: The pre-treatment of dimensional or blank fabrics will directly affect the printing performance. The capillary effect of the fabric, the surface finish is good, the surface of the fabric floating colour is less, and the wet rub resistance colour fastness is better. Cotton fabrics are mercerised, the structure and form of the fibres are changed, not only the general lustre of silk is obtained, but also the strength and colour fastness are improved.
(3) Dyeing process optimisation: optimise the printing process and conditions to ensure that as little dye, auxiliaries and water are used as possible under the premise of optimal printing performance, so as to achieve the effect of energy saving and emission reduction.
Current status of flame retardant research on polyester/nylon decorative fabrics
1.3.1 Flame retardant methods for polyester/nylon decorative fabrics
With the modernisation of cities, the consumption of all kinds of textiles for civil and industrial use is increasing rapidly, especially for interior decorative fabrics, vehicle upholstery and bedding [84], most of which are made of chemical fibres. Most textiles are not flame retardant and can easily be ignited and spread to cause fires, which is why the number of fires caused by textiles is increasing. Flame retardant textiles have a clear advantage in preventing fires and reducing fire hazards, as they not only reduce the incidence of fires, but also increase escape time and thus increase the likelihood of survival [85]. In recent years, awareness of flame retardancy in textiles has been increasing and research into flame retardancy in textiles has been gaining attention in order to reduce fire accidents and avoid unnecessary losses.
The polyester/nylon decorative fabrics used in this study are highly flammable at high temperatures and are prone to molten drips during combustion, which can cause the risk of fire spreading and should not be ignored in order to prevent fires from causing significant damage.
There are many different methods of flame retarding textiles, which are mainly divided into copolymerisation, blending and post-treatment methods depending on how the flame retardant is added and introduced during the manufacturing process. The copolymerisation method is mostly used for synthetic fibres and involves the copolymerisation of polymer monomers with reactive flame retardants so that they are bound to the macromolecular chains of the polymers and then spun into flame retardant fibres. Copolymerised textiles have the advantages of being resistant to washing and low toxicity, but the development costs of these flame retardants are high. The production technology is more complex. The co-blending method involves the homogeneous mixing of flame retardants in the molten state of the polymer before spinning to produce synthetic fibres with flame retardant properties. The blending method has the advantages of being more economical, simpler, more efficient in the use of flame retardants and more resistant to washing [86]. The four main finishing methods are dipping and drying, impregnating and drying, coating and spraying [87, 88]. The main method is to use chemical bonding, adsorption and deposition, and bonding to fix the flame retardant on the fabric to obtain a flame retardant effect. The advantages of these methods are that they require less flame retardant, are less costly and are widely applicable, but they have the disadvantage of being less durable.
1.3.2 Combustion characteristics of polyester and nylon
The melting point is 256°C and the ignition point is 45°C. Therefore, polyester fibres will soften and shrink before thermal decomposition, melt and form molten liquid drops. During the combustion process, polyester absorbs a large amount of heat in contact with the heat source and undergoes thermal decomposition. The carbonised residue and volatile combustible gases in the decomposition products burn in contact with oxygen, generating active free radicals that trigger the gradual degradation of polyester, while the heat generated further aggravates the thermal degradation of polyester, forming a cycle [89, 90]. In addition, polyester has poor fusibility and is prone to forming holes when exposed to soot and sparks.
Nylon has a LOI of around 21 and is also a combustible fibre. The ignition point of nylon is around 530°C and the melting point is 215°C-253°C. When nylon burns, molten drops occur. When exposed to high temperatures, nylon shrinks strongly, resulting in molten droplets that are self-extinguishing, but which can easily cause other flammable materials to burn, leading to the spread of fire. When nylon is blended or interwoven with other non-thermoplastic fibres, the non-thermoplastic fibres act as a support, making nylon more likely to burn. During combustion, nylon contains oxygen and nitrogen atoms in its main chain, which emit a large amount of heat and produce other combustible gases, mainly CO2, NH3, H2O, etc., and a few toxic gases, mainly CO, NO, HCN, etc.
1.3.3 Flame retardants for polyester and polyamide and their flame retardant mechanisms
The three elements of combustion are combustible materials, combustible materials and ignition sources, so the flame retardation of textiles should also be approached from these aspects. The main mechanisms of flame retardancy in textiles today are the surface coverage theory, heat absorption, cohesive phase flame retardancy, gas phase flame retardancy and the molten drop effect. The surface coverage theory means that the flame retardant can form a molten substance when heated and cover the surface of the fibre, forming a film; the ignition point of the flame retardant is higher than the ignition point of the fibre, thus acting as an air barrier. Heat absorption refers to the fact that flame retardants will reduce the surface temperature of the fabric through heat absorption, dehydration, decomposition or phase change and other heat absorption reactions, thus slowing down the burning rate of the fabric. Condensed phase flame retardant means that the flame retardant inhibits the production of combustible gases in the solid phase and also inhibits the decomposition of free radicals to achieve a flame retardant effect. Vapour phase flame retardancy means that the material generates a large number of free radicals during combustion, accelerating the gas phase combustion reaction. The main function of vapour phase flame retardants is to convert the more active free radicals into more stable ones, thus inhibiting combustion. The melt-drop effect means that thermoplastic fibres shrink rapidly when heated, and at the same time curl and melt to drip away from the flame, reducing air contact and thus preventing combustion.
Flame retardants can also be classified according to the above flame retardant mechanism, and a flame retardant can have a variety of flame retardant mechanisms at the same time. Common flame retardants for polyester and nylon and flame retardant mechanisms include the following.
(1) Halogenated flame retardants: These flame retardants emit hydrogen halide gas when heated, which is non-flammable, thus achieving the role of air insulation. At the same time, the hydrogen halide gas can also react with the more reactive free radicals to produce less reactive free radicals, thus slowing down the combustion. Halogenated flame retardants produce large amounts of toxic fumes when burned and are now being phased out because of their restricted use.
(2) Inorganic phosphate flame retardants: These mainly include red phosphorus flame retardants, ammonium phosphate salts and ammonium polyphosphate salts. These flame retardants dehydrate and carbonise the polymer when it decomposes in the early stages of combustion, thus forming a carbon layer on the surface of the fabric and isolating it from oxygen. When the temperature exceeds 400°C, the phosphates undergo a shrinkage reaction to form polyphosphates that also isolate the fibres from oxygen, thus achieving a flame retardant effect[92] . A mixture of DMDHEU (trade name Freerez 900) and TMM (trade name Aerotex M-3) was used as a cross-linking agent for finishing nylon 6 and nylon 66 fabrics with flame retardant properties. It was shown that when the FR-DMDHEU-TMM system was used for nylon 6 and nylon 66, 40% of the FR was permanently bonded to the nylon fabric resulting in a durable flame retardant, mainly due to the cross-linking of the FR with TMM to form a polymeric mesh structure.
(3) Phosphate ester flame retardants: When phosphate ester flame retardants are heated, they interact with oxygen to produce oxygenated acid and phosphoric acid, which do not volatilise phosphorus. Oxygenated acids catalyse the dehydration of hydroxyl-containing compounds into carbon, reducing the mass loss of the material and the amount of combustible material formed [94]; phosphoric acid is heated to produce metaphosphoric acid and finally polyphosphoric acid vitrines. The non-volatile phosphorus oxides and the polyphosphate vitreous humour cover the surface of the material tightly and keep it isolated from air.
(4) Nitrogen-phosphorus flame retardants: When these flame retardants are heated or burned, phosphorus and nitrogen will first form phosphoramidite structures, forming phosphorus-nitrogen bonds, which can greatly improve the flame retardant properties of polyester fabrics [96]. Li Fen[97] and others achieved good results with phosphorus-nitrogen water-based polyurethane flame retardants on polyester fabrics, which were soft and dry to the touch, had good washing resistance, achieved B1 vertical combustion performance, had a total colour difference of less than 4.0 and had little effect on the colour change of the fabric samples.
(5) Intumescent flame retardants: When these flame retardants react with heat, they can form a uniform layer of carbon on the surface of the fabric, which plays the role of heat insulation, oxygen barrier and smoke suppression, and has a good effect of anti-melt-drop, so the flame retardant effect is remarkable [98]. Intumescent flame retardants basically consist of three components: an acid source, a carbon source and a gas source. It can play an efficient role in flame retardancy simply by relying on its own synergistic effect. Zhijun [99] used an intumescent flame retardant (IFR) with ammonium polyphosphate (APP), pentaerythritol (PER) and melamine (M EL) for the flame retardant finishing of polyester fabrics to produce halogen-free, highly efficient flame retardant polyester fabrics.
Purpose and significance of the research on this topic
Polyester/nylon fabrics have a high strength and good abrasion resistance, and are bright, soft and smooth to the touch, with excellent performance, and are often used for interior or automotive decoration.
The dyeing of polyester/nylon fabrics is mostly done with disperse/acid dyes, disperse/reactive dyes, using a two-step or two-bath dyeing method, resulting in a more complex dyeing process, higher water consumption, lower production efficiency and more difficult to control the homogeneity of the dyed fabric.
Generally speaking, polyester/nylon fabrics are dyed or printed using disperse dyestuffs. The difference in affinity between polyester and nylon fibres and disperse dyestuffs can easily lead to differences in the printing and dyeing properties of the two fibres in terms of colour shade, colour brilliance and colour fastness, and the post-treatment of the printing and dyeing (e.g. reduction cleaning) is a heavy task. Both polyester and nylon fibres are flammable and the flame retardancy of polyester/nylon fabrics or decorative fabrics is also an issue that needs to be addressed.
Although there are transfer printing, paint printing and inkjet printing methods for printing polyester/nylon fabrics, direct printing has the advantage of bright colours, high pattern definition, a soft hand and low processing costs. In the subsequent washing process, due to the small affinity of disperse dyes for nylon, there is a risk that the floating colours are washed away into the soap or wash solution, which again stains the non-printed area of the fabric. Paint printing is a very low water consumption and low pollution process, but the use of thickeners and crosslinkers can lead to a change in the hand feel of the fabric.
The difference will also have an effect on the colour fastness of the fabric.
The core idea is to use the short process of paint printing to achieve direct printing of disperse dyestuff, i.e. through synthetic thickeners, binders and liquid disperse dyestuff as the printing medium, screen printing and drying, followed by high temperature hot air The colour development and fixation of the dyestuff is accomplished through screen printing and drying, followed by high temperature hot air shaping. This technique has been used to good effect in the hot-melt dyeing of polyester fabrics [79, 80] and in the application of micro-printing techniques for acid dyestuffs on nylon fabrics [34, 81].
Therefore, based on the above analysis, this project focuses on the requirements of direct printing and flame retardant finishing of polyester/nylon decorative fabrics, and addresses the problems encountered in the printing and dyeing process of polyester/nylon decorative fabrics. After printing, the fabric has a bright colour, good homochromaticity, soft handfeel, good colour fastness and no need for subsequent soaping or reductive washing. It provides a theoretical basis for achieving energy-saving and emission-reducing industrial production and green and safe textile products.
Main research elements of the topic
The main research elements of this topic are.
(1) Screening and printing performance of liquid disperse dyes for polyester/nylon fabrics. In view of the problems of complex disperse/acidic or disperse/reactive processes, poor colour fastness and serious pollution of polyester/nylon fabrics, an attempt was made to use only disperse dyes for printing on polyester/nylon fabrics, and by comparing the colour fastness and colour characteristics of disperse dyes of different colours and structures on polyester, nylon and polyester/nylon fabrics, the disperse dyes with high colour fastness, good homochromaticity and high colour yield on polyester/nylon fabrics were screened out. The disperse dyestuffs with high colour fastness, good homochromaticity and high colour yield on polyester/nylon fabrics, and which are free from reductive cleaning, were screened.
(2) Optimisation of the printing process for polyester/nylon decorative fabrics. The effect of pre-treatment on the printing performance of the fabric is investigated by using selected disperse dyestuffs, and the effect of thickeners, binders and baking conditions at different temperatures and times on the printing performance of polyester/nylon fabrics. The concept of “micro-printing” is to achieve energy saving and environmental friendly production at source.
(3) Some of the liquid disperse dyestuffs selected still require soaping to achieve good colour fastness when printed on polyester/nylon fabrics, while the colours obtained are lighter. In order to compensate for the lightness of these dyes, a combination of disperse dyestuffs and paints was used to print on polyester/nylon fabrics to explore the optimum dosage ratio for both to achieve high colour depth and fastness.
(4) To investigate the flame retardant effect of flame retardants with good flame retardant effect on polyester and nylon on polyester/nylon, and to find flame retardants with good flame retardant effect on polyester/nylon fabrics, which do not affect the feel of the fabrics and have good fastness, so that through finishing, the polyester/nylon decorative fabrics not only have good printing effect but also achieve the best process of flame retardant.
Screening and printing performance of disperse dyes for polyester/nylon
Introduction
Polyester is often printed with disperse dyes; nylon is easier to dye and print with acid dyes, disperse dyes, reactive dyes and direct dyes, but most of them have poor fastness, incomplete colour and can only be dyed in light colours, so acid dyes are often chosen for printing. The differences in fibre structure and dyeing properties of polyester/nylon fabrics lead to great variations in the choice of dyestuffs and processes, making dyeing and printing difficult [100]. Most polyester/nylon fabrics are dyed using the two-bath method, i.e. by selecting disperse and acid dyes with high colour fastness and evenness and dyeing polyester/nylon fabrics using the two-bath process, or by using disperse/reactive dyes in one bath. The nylon part is then dyed with acid dyes. This method is inefficient and time-consuming, and the large amount of reductive washing and water washing results in a waste of water resources. 2) Disperse dyes stain nylon: Disperse dyes bond to the carbonyl groups in the nylon macromolecule chain by virtue of hydrogen bonds and van der Waals forces, so that when the polyester part is dyed with disperse dyes, the nylon part of the polyester/nylon fabric is easily stained with disperse dyes. The disperse dyes must be washed off by extensive reductive washing.
When the nylon content of polyester/nylon is low, disperse dyes can be chosen which have a relatively low colour difference between polyester and nylon. However, the following problems exist when using disperse dyes alone: 1) poor colour fastness: during the printing process of polyester/nylon fabrics using disperse dyes alone, the structural differences between polyester and nylon can easily lead to differences in the adsorption and fixation of disperse dyes on the two fibres, and the weaker effect of disperse dyes on nylon fibres can easily lead to more floating colours during the printing process, resulting in poor colour fastness. The colour fastness is poor, in some cases only 2 grades. During soaping and subsequent washing, the surface of the fibres is easily re-stained by the disperse dyestuff, e.g. in the non-printed areas of the white ground, which seriously affects the colour fastness to dry/wet rubbing. (2) Polyester/nylon two-phase fibre homogeneity: due to differences in the way polyester and nylon are combined with dyestuffs and in the diameter, specific surface area and structure of the fibres, most of the disperse dyestuffs used to dye polyester and nylon show significant changes in the colour and vibrancy of the colours obtained. (3) Incomplete chromatography: As most disperse dyestuffs have poor colour fastness on nylon, they need to be screened before use and often lighter colours are used in the dyeing and printing process.
The use of disperse dyes alone for printing on polyester/nylon fabrics is a good option if the above problems can be solved or improved by improving the printing process and selecting suitable dyes. With reference to this project team’s “Micro printing technology for polyester disperse dyestuff”, the idea of using the new “micro printing” technology on polyester/nylon fabrics is to explore the effect of different structures of disperse dyestuff on the printing performance of polyester, nylon and polyester/nylon fabrics, and to select suitable dyestuffs for printing on polyester/nylon fabrics with high colour fastness. The effect of disperse dyes of different structures on the printing performance of polyester, nylon and polyester/nylon fabrics was investigated, and suitable disperse dyes with high colour fastness, no reductive cleaning and good colour and light consistency were selected.
The core idea of the new “micro printing” technology is to “use what you need” to achieve direct printing with disperse dyestuffs, which, despite the low content of active substances (thickeners, binders, dyestuffs) used, can still achieve the required printing effect and the subsequent washing task lighter and with excellent colour fastness. “Trace” refers to the amount of effective components applied to the printing medium, the less the better, provided that the printing requirements are met, e.g. by choosing a synthetic thickener with a low solids content and high viscosity, a binder with high adhesion, high film formation, high fixation rate and a low impact on the feel of the fabric, and a dye that does not exceed the saturated adsorption or fixation of the fibres. The dyestuff is used as the printing medium, after direct printing and drying, and then baking at high temperatures to complete the fixation of the dyestuff.
(2) To investigate the differences in the printing performance of the screened disperse dyestuffs on the three fabrics by comparing different post-printing treatments; (3) To identify the reasons for the different printing performance of the disperse dyestuffs on different fibres by analysing the relationship between the molecular forces of the disperse dyestuffs and their printing performance.
Experimental materials and apparatus
2.2.1 Fabrics, dyes and pharmaceuticals
Fabric: polyester double crepe, 100% polyester, 83.3 dtex x 83.3 dtex, 76g/m2; nylon, 100% nylon, 7 8.43 dtex x 78.43 dtex, 84g/ m2; polyester/nylon fabric, 87% polyester, 13% nylon, FDY 73.33 dtex x 177.78 dtex polyester/nylon composite, 100g/ m2. m2. by Wujiang He Sheng Zhi Mei Fashion Fabrics Co.
Liquid disperse dyes: homemade in the laboratory, disperse dyes filter cake from Zhejiang Wanfeng Chemical Co Ltd, Jiangsu Yabang Dyestuff Co Ltd, Zhejiang Shanayu Dyestuff Chemical Co Ltd, Jihua Group.
Medicines.
| Pharmaceuticals | Level | Manufacturers | Remarks |
| PTF-S | Industrial grade | Commercially available | Synthetic thickeners |
| FC650 | Industrial grade | Self-produced by the project team | Binders |
| Synthetic detergents | Industrial grade | Shanghai White Cat Specialty Chemicals Co. | Synthetic detergents |
2.2.2 Experimental apparatus

Experimental methods and performance tests
2.3.1 The printing process
Process flow: fabric → printing → drying (75℃ × 2min) → high temperature roasting (180℃ × 1min) → (soap)
(washing) → washing (80℃×15min) → drying → finished product.
Soaping process: synthetic detergent 4g/L, bath ratio 1:50, 50°C x 45min.
Printing medium: 3.0% (mass fraction, same as below) synthetic thickener PTF-S, 1.0% binder FC650, 2% liquid disperse dye, the rest water.
2.3.2 Colour fastness
Colour fastness to rubbing: tested on the M odel 670 Colour Fastness to Rubbing Tester according to GB/T 3920-2008 Colour Fastness to Rubbing Test for Textiles, rated according to GB252-1995 Grey Sample Card for Colour Assessment.
Colour fastness to soaping: tested according to GB/T 3921-2008 “Colour fastness test for textiles Soaping fastness: method 2”, rated according to GB252-1995 “Grey sample card for assessing colour staining”.
Colour fastness to sublimation: tested in accordance with GBT 5718-1997 Colour fastness test for textiles Colour fastness to dry heat (except hot press), graded in accordance with GB252-1995 Grey sample card for assessing colour staining.
2.3.3 K/S values and colour eigenvalues
The K/S, L*, a* and b* values were measured on an Ultra Scan XE computerised colourimeter. The test conditions were D65 light source, 100 angle of view, specimens were folded into 4 layers and the average of the 4 tests was taken.
The colour difference is calculated using equations (2-1) to (2-7), resulting in ΔL*, Δa*, Δb*, ΔC*, ΔH* and ΔEcmc.

2.3.4 Relative fixation rate
The relative strength (RF) of the K/S values is calculated according to equation (2-8) and characterises the fixation rate of the soaped fabric relative to the unsoaped fabric, hereafter referred to as the relative fixation rate.
RF (2-8)
Where, (K/S)1 – apparent colour depth of soaped fabric; (K/S)2 – apparent colour depth of unsoaped fabric.
Effect of disperse dyes on K/S values and maximum absorption wavelength of fabrics
The performance of 41 home-made liquid disperse dyes was investigated using the method in 2.3.1. The K/S values and maximum absorption wavelengths of the three printed fabrics (polyester, nylon and polyester/nylon) were compared after soaping.
Where: λ 1 is the absolute value of the difference between the maximum absorption wavelength of the dye on polyester and nylon and λ 2 is the absolute value of the difference between the maximum absorption wavelength of the dye on polyester and polyester/nylon.
Table 2-1 K/S values and maximum absorption wavelengths for disperse dyes on three fabrics (λ1 > 0)
| Dye name | K/S values | λmax/nm | Δλmax/nm | ||||||
| Dye structure | PET | PA | PET/PA | PET | PA PET/PA | λ 1 λ2 | |||
| Blue 199 | Azo | 15.6 | 10.74 | 7.46 | 640 | 600 | 635 | 40 | 5 |
| Blue 257 | Azo | 19.88 | 12.16 | 14.05 | 615 | 585 | 600 | 30 | 15 |
| Blue 823 | Azo | 17.1 | 7.19 | 10.14 | 580 | 600 | 600 | 20 | 20 |
| Orange 889 | Azo | 9.81 | 5.43 | 4.47 | 435 | 455 | 440 | 20 | 5 |
| Red 887 | Azo | 16.93 | 12.63 | 12.41 | 520 | 535 | 530 | 15 | 10 |
| Blue 77 | Anthraquinone | 10.51 | 8.31 | 4.9 | 630 | 615 | 625 | 15 | 5 |
| Blue 284:1 | Azoheterocyclic | 15.02 | 3.71 | 7.1 | 620 | 605 | 625 | 15 | 5 |
| Blue 367 | Azoheterocyclic | 13.42 | 9.43 | 7.34 | 615 | 625 | 620 | 10 | 5 |
| Red 179 | Azoheterocyclic | 17.2 | 16.19 | 13.21 | 535 | 545 | 530 | 10 | 5 |
| Red 881 | Azoheterocyclic | 17.68 | 7.79 | 9.92 | 520 | 510 | 520 | 10 | 0 |
| Red 153 | Azoheterocyclic | 13.95 | 17.41 | 14.82 | 520 | 530 | 520 | 10 | 0 |
| Blue 79 | Azoheterocyclic | 10.46 | 8.52 | 8.75 | 620 | 610 | 620 | 10 | 0 |
| Red 8960 | Azo | 15.82 | 10.27 | 9.03 | 530 | 520 | 530 | 10 | 0 |
| Brown 61 | Azo | 10.27 | 9.17 | 11.12 | 440 | 450 | 440 | 10 | 0 |
| Red FB | Anthraquinone | 4.78 | 5.38 | 4.88 | 520 | 525 | 520 | 5 | 0 |
| Red 92 | Anthraquinone | 5.54 | 8.36 | 6.64 | 520 | 525 | 520 | 5 | 0 |
| Purple 63 | Azo | 11.88 | 14.72 | 11.65 | 570 | 565 | 570 | 5 | 0 |
| Blue 183 | Azo | 5.52 | 7.88 | 5.52 | 620 | 625 | 620 | 5 | 0 |
| Blue 183:1 | Azo | 3.07 | 4.56 | 2.79 | 620 | 625 | 620 | 5 | 0 |
| Red 4088 | Azo | 16.93 | 12.63 | 12.41 | 535 | 540 | 530 | 5 | 5 |
| Orange 73 | Azo | 14.26 | 9.64 | 9.67 | 455 | 460 | 460 | 5 | 5 |
| Blue 60 | Anthraquinone | 7.25 | 4.93 | 5.62 | 680 | 685 | 685 | 5 | 5 |
| Yellow 211 | Azoheterocyclic | 11.93 | 8.33 | 10.94 | 450 | 455 | 455 | 5 | 5 |
| Yellow 4063 | Azoheterocyclic | 5.38 | 3.47 | 2.23 | 395 | 390 | 390 | 5 | 5 |
Table 2-2 K/S values and maximum absorption wavelengths of disperse dyes after printing on three fabrics (λ1=0)
From Tables 2-1 and 2-2 it can be seen that
(1) Maximum absorption wavelength: The apparent colour yield of the fabric is determined by testing the K/S value of the fabric on the colourimeter at the maximum absorption wavelength.
①Disperse dyes with an absorption wavelength difference λ1 of not less than 15 nm
Seven liquid disperse dyes (Red 887, Orange 889, Blue 199, Blue 77, Blue 284:1, Blue 257, Blue 8 23) had a maximum absorption wavelength difference higher than 15nm on polyester and nylon fabrics; this indicates that these dyes have poor homochromatic properties on polyester and nylon. The choice of these dyestuffs for polyester/nylon printing can lead to pinching or colour changes, which can degrade the performance of the printed fabric.
②Disperse dyes with an absorption wavelength difference λ1 of 10 nm
There are 7 liquid disperse dyes (red 153, red 179, red 881, red 8960, blue 79, blue 367, brown 6)
(1) The maximum difference in absorption wavelength between polyester and nylon fabrics is 10nm; this indicates that these dyes are also less homogeneous on polyester and nylon.
However, the printing results on polyester/nylon fabrics show that the consistency of colour and light between polyester/nylon and polyester fabrics is good due to the low nylon content of the nylon component and can meet the requirements of use. With the exception of blue 367 and red 179, the difference between the maximum absorption wavelengths (λ2) of the five liquid disperse dyes (red 153, red 881, red 8960, blue 79 and brown 61) on polyester and polyester/nylon was 0 nm, which indicates that these dyes have good homochromatic properties on polyester/nylon fabrics and that their colour light remains largely unchanged.
(iii) Disperse dyes with an absorption wavelength difference λ1 of 5 nm
Ten liquid disperse dyes (yellow 211, yellow 4063, red FB, red 92, red 4088, orange 73, violet 6 3, blue 60, blue 183, blue 183:1) showed a maximum difference in absorption wavelength of 5 nm on polyester and nylon fabrics; this indicates good homochromaticity between these dyes on polyester and nylon. Five liquid disperse dyes (red FB, red 92, violet 63, blue 183, blue 183:1) showed a difference in maximum absorption wavelength (λ2) of 5 nm between polyester and polyester/nylon, while five liquid disperse dyes (yellow 211, yellow 4063, red 4088, orange 73, blue 60) showed a difference in maximum absorption wavelength (λ2) of 0 nm between polyester and polyester/nylon.
④Disperse dyes with an absorption wavelength difference λ1 of 0 nm
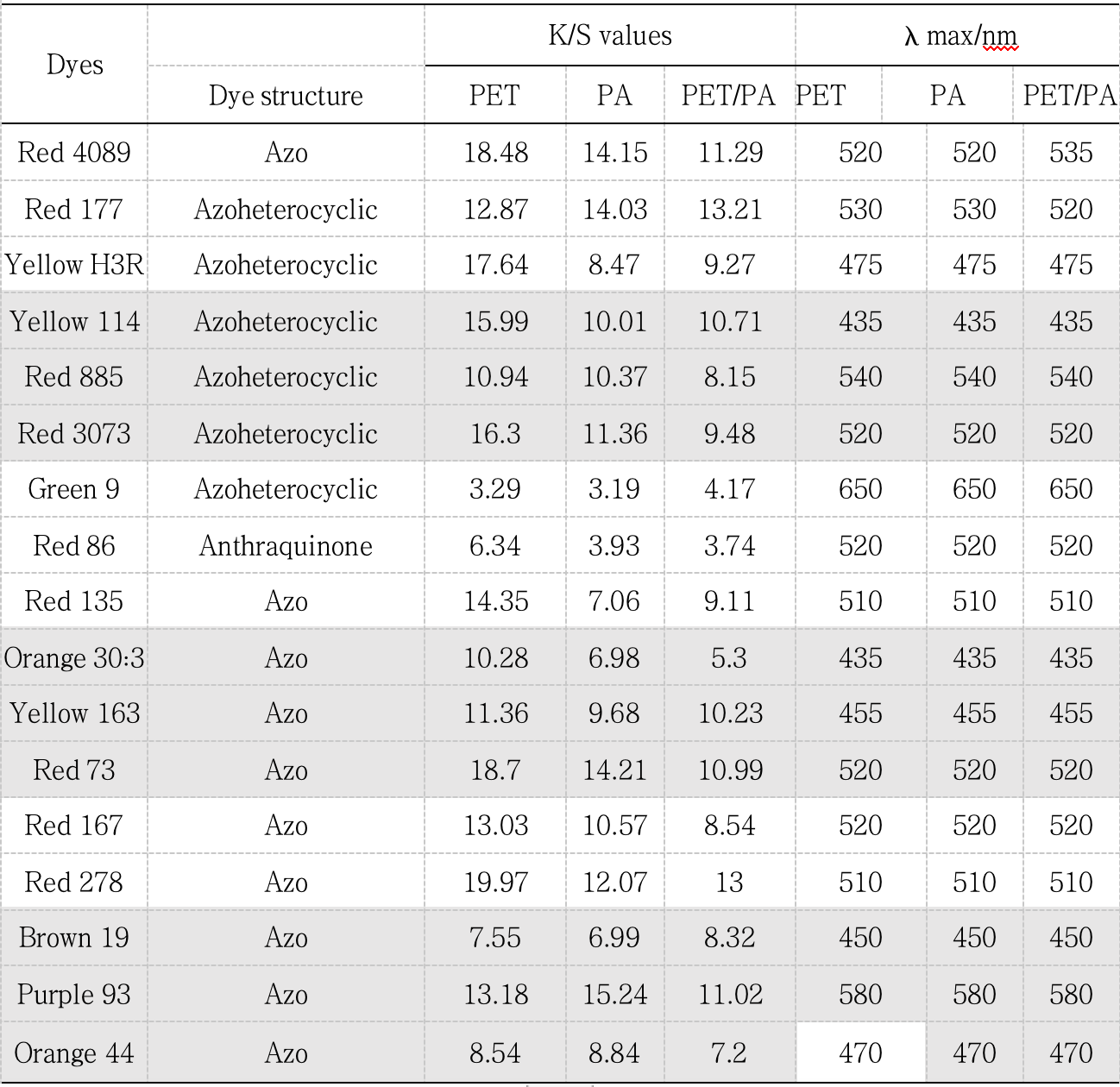
Seventeen liquid disperse dyes (yellow 114, yellow H3R, yellow 163, red 73, red 86, red 135, red 16 7, red 177, red 278, red 885, red 3073, red 4089, orange 30:3, orange 44, purple 93, green 9, brown 19) had a maximum absorption wavelength difference of 0 nm on polyester and nylon fabrics, except for two liquid disperse dyes (red 177, red 4089) which had a larger difference (λ2) on polyester and polyester/nylon. This indicates that these dyes have good homogeneity and consistency of colour and light on the three fabrics (polyester, nylon and polyester/nylon) and are not susceptible to pinching problems.
(2) K/S value: The apparent colour yield of a fabric reflects the shade of colour and depends on the strength of the interaction between the dye and the fibre, which can lead to differences in the colour yield of the same dye on different fibres; of course, the tissue specifications of the fibre or yarn, the concentration of the dye and the dyeing process conditions can also affect the differences in the colour yield of the same fibre. Obviously, differences in K/S values can also affect the homochromaticity of polyester/nylon fibres.
① Difference in K/S values on polyester and nylon fibres
In general, the K/S values of disperse dyes are higher on polyester fibres than on nylon fibres; some dyes have a higher K/S value difference (not less than 5.0), e.g. 9 liquid disperse dyes (yellow 114, yellow H3R, red 135, red 278, red 881, red 8960, blue 257, blue 284:1, blue 823); others have a smaller K/S value difference (not more than 2.0), e.g. 8 liquid disperse dyes (yellow 163, yellow 4063, red 179, red 885, blue 79, green 9, brown 19, brown 61). For example, 8 liquid disperse dyes (yellow 163, yellow 4063, red 179, red 885, blue 79, green 9, brown 19, brown 61) and 15 liquid disperse dyes (yellow 211, red 73, red 86, red 167, red 887, red 307 3, red 4088, red 4089, orange 30:3, orange 73, orange 889, blue 60, blue 77, blue 199, blue 367) had K/S values no higher than 2. (Blue 367) with K /S values ranging from 2.0 to 5.0.
A small number of disperse dyes had higher K/S values on nylon fibres than on polyester fibres; five liquid disperse dyes (red 92, red 153, violet 63, violet 93, blue 18 3) had significant differences in K/S values (difference above 2.0) and four liquid disperse dyes (red FB, red 17 7, orange 44, blue 183:1) had insignificant differences in K/S values (difference not above 2.0). (183:1).
② Differences in K/S values on polyester and polyester/nylon fibres
The K/S values of disperse dyes on polyester fibres are higher than on polyester/nylon fibres due to the presence of nylon; 16 liquid disperse dyes have a higher K/S value difference (not less than 5.0) (yellow 114, yellow H3R, red 73, red 135, red 278, red 881, red 3073, red 4089, red 8960, orange 889, blue 77, blue 199, blue 257, blue 284: Red 887, Red 4088, Orange 30:3, Orange 73, Violet 93).
A few of the disperse dyes have higher K/S values on polyester/nylon fibres than on polyester fibres, but none of the differences in K/S values are significant (no more than 2.0) and there are seven liquid disperse dyes (red FB, red 92, red 153, red 177, green 9, brown 19, brown 61).
(iii) Relationship between dye structure class and K/S values
Eleven monoazo disperse dyes (red 73, red 167, red 278, red 887, red 4088, red 4089, red 8960, violet 63, violet 93, blue 199, blue 257) and five heterocyclic disperse dyes (yellow 114, red 153, red 179, red 885, red 3073) yielded deep colours on polyester and nylon fibres. The anthraquinone dyes were lighter in colour on polyester and nylon fibres.
In summary, 1) the following disperse dyes are available for polyester and nylon with a difference in maximum absorption wavelength no higher than 0-5 nm: 15 monoazo dyes (yellow 163, red 73, red 135, red 167, red 278, red 4088, red 4089, orange 30:3, orange 44, orange 73, violet 63, violet 93, blue 183, blue 183:1, brown 19), 8 heterocyclic azo dyes (yellow 1 14, yellow 211, yellow 4063, red 177, yellow H3R, red 885, red 3073, green 9) and 4 anthraquinone dyes (red FB, red 92, red 86, blue 60). Yellow 1 14, Yellow 211, Yellow 4063, Red 177, Yellow H3R, Red 885, Red 3073, Green 9) and four anthraquinone dyes (Red FB, Red 92, Red 86, Blue 60).
(2) Disperse dyes with a K/S value of not less than 10.0 for polyester and nylon are: 12 single azo dyes (red 73, red
153, red 167, red 278, red 887, red 4088, red 4089, red 8960, violet 63, violet 93, blue 199, blue 257), four heterocyclic azo dyes (yellow 114, red 179, red 885, red 3073).
(3) Disperse dyes with a K/S value of at least 10.0 for polyester/nylon: 11 monoazo dyes (red 73, red 153, red 179, red 887, red 4088, red 4089, violet 63, violet 93, blue 257, blue 823, brown 61) and 3 heterocyclic azo dyes (yellow 114, yellow 211, red 177).
Effect of disperse dyes on the colour fastness of fabrics
The colour fastness (soap fastness, dry/wet rubbing fastness and sublimation fastness) of the 41 homemade liquid disperse dyestuffs on the three printed fabrics (soap washed) are shown in Tables 2-3 and 2-4.
From Tables 2-3 and 2-4 it can be seen that
1) Colour fastness to soaping
Without optimizing the printing process, the disperse dyes had good soaping fastness (≥3-4) on polyester fabrics. Red FB, Red 86, Red 92, Red 135, Red 177, Orange 30:3, Orange 44, Orange 889, Violet 63, Violet 93, Blue 60, Blue 77, Blue 183, Blue 183:1, Green 9, Brown 19, Brown 61) achieved grade 4.
There were no disperse dyes with soap fastness of 4 or higher on nylon fabrics, and only 11 dyes with better soap fastness (≥3) (yellow 163, yellow 4063, red 86, red 135, red 8 85, orange 889, blue 60, blue 183, blue 183:1, green 9, brown 61). This is because although the disperse dyes are able to bind to the carbonyl groups on the nylon macromolecule chain by hydrogen bonding and van der Waals forces, the low binding power and weak bonding resulted in most of the floating colours being washed off under the more severe soaping conditions.
Due to the low proportion of nylon, 27 dyes (yellow 114, yellow 163, yellow 211, yellow 4063, yellow H3R, red F B, red 86, red 135, red 881, red 885, orange 30:3, orange 44, orange 889, purple 63, purple 93, blue 77, blue 60, blue 183, blue 183:1, blue 199, blue 257, blue 284:1, blue 823, blue (367, green 9, brown 19, brown 61) has a better soap fastness (≥3-4) on polyester/nylon fabrics. This is because polyester/nylon fabrics are mainly polyester-based and dyes with good colour fastness on polyester fibres generally have better colour fastness on polyester/nylon fabrics.
2) Colour fastness to rubbing
Except for red 177, 40 disperse dyes had good dry/wet rubbing fastness (≥4) on polyester fabrics; 41 home-made disperse dyes had good dry/wet rubbing fastness (≥4) on polyester/nylon fabrics. On nylon, 10 dyestuffs (red FB, red 135, red 153, red 177, violet 63, violet 93, blue 183, blue 257, brown 61, brown 19) had a dry/wet rubbing fastness below grade 4, while two dyestuffs (red 30 73, red 4088) had a wet rubbing fastness of grade 4 but a dry rubbing fastness below grade 4. In comparison to the five dyestuffs (Red 86, Red 135, Red 885, Blue 183, Brown 61) that had a soaping fastness of 3 or more on nylon, all had a poorer dry/wet rubbing fastness. Although these dyes had good soap fastness on nylon, the disperse dyes were weakly bonded to the nylon fibres and the dyes were easily removed from the fabric by external forces during rubbing, which is why the disperse dyes were mostly dyed in light colours on nylon.
3) Sublimation fastness
The 41 home-made disperse dyes have good sublimation fastness on polyester fabrics and are suitable for the hot-melt fixation of disperse dyes. At high temperatures, the movement of the molecular chain segments in the amorphous zone of the polyester fibre is very violent, generating a sufficiently large number of instantaneous cavities for the disperse dyes to be dyed quickly.
The fastness to sublimation is related to the bond between the fibre molecules, the stronger the bond, the less susceptible to sublimation. It is possible that some of the disperse dyes have a weak bond with nylon, with 11 dyes (Yellow 211, Yellow H3R, Red 73, Red 177, Red 4 089, Orange 30:3, Orange 44, Violet 93, Blue 60, Blue 79, Red FB) all having a fastness to sublimation of less than 4 on nylon. The polyester/nylon fabric contains a nylon component and four dyes (yellow 211, yellow H3R, red 73, red 4088) have a fastness to sublimation of less than 4.
In summary, 41 disperse dyes had good soaping fastness, dry/wet rubbing fastness and sublimation fastness on polyester due to the weak bond between the disperse dyes and nylon fibres; comparatively, nylon fibres had poor colour fastness, while polyester/nylon fabrics with less nylon fraction also had good colour fastness, with 24 (yellow 114, yellow 163, yellow 4063, red 86, red 135, red 881, red 885, orange 30:3, orange 44, orange 889, purple 63, purple 93, blue 60, blue 77, blue 183, blue 183:1, blue 199, blue 257 135, red 881, red 885, orange 30:3, orange 44, orange 889, violet 63, violet 93, blue 60, blue 77, blue 183, blue 183:1, blue 199, blue 257, blue 284:1, blue 367, blue 823, green 9, brown 19, brown 61) have good colour fastness (soap fastness, dry/wet rub fastness and sublimation fastness) on polyester/nylon fabrics. fastness to soaping, dry/wet rubbing and sublimation are all ≥4).
In general, the colour fastness to soaping, dry/wet rubbing and sublimation of the 41 disperse dyestuffs on polyester is better than on nylon fabrics.
Table 2-4 Colour fastness of azo- and anthraquinone-based disperse dyes on three fabrics

Effect of dispersion dyes on the colour characteristic values of fabrics
The colour difference between nylon and polyester/nylon fabrics was calculated using the formula 1.43, using polyester fabric as the standard sample. The results for △Ecmc between 2.0 and 5.0 are shown in Table 2-6, and the results for △Ecmc above 5.0 are shown in Table 2-7.
Table 2-5 Comparison of colour characteristic values and colour differences of 12 dyes on 3 fabrics (polyester as a standard sample)
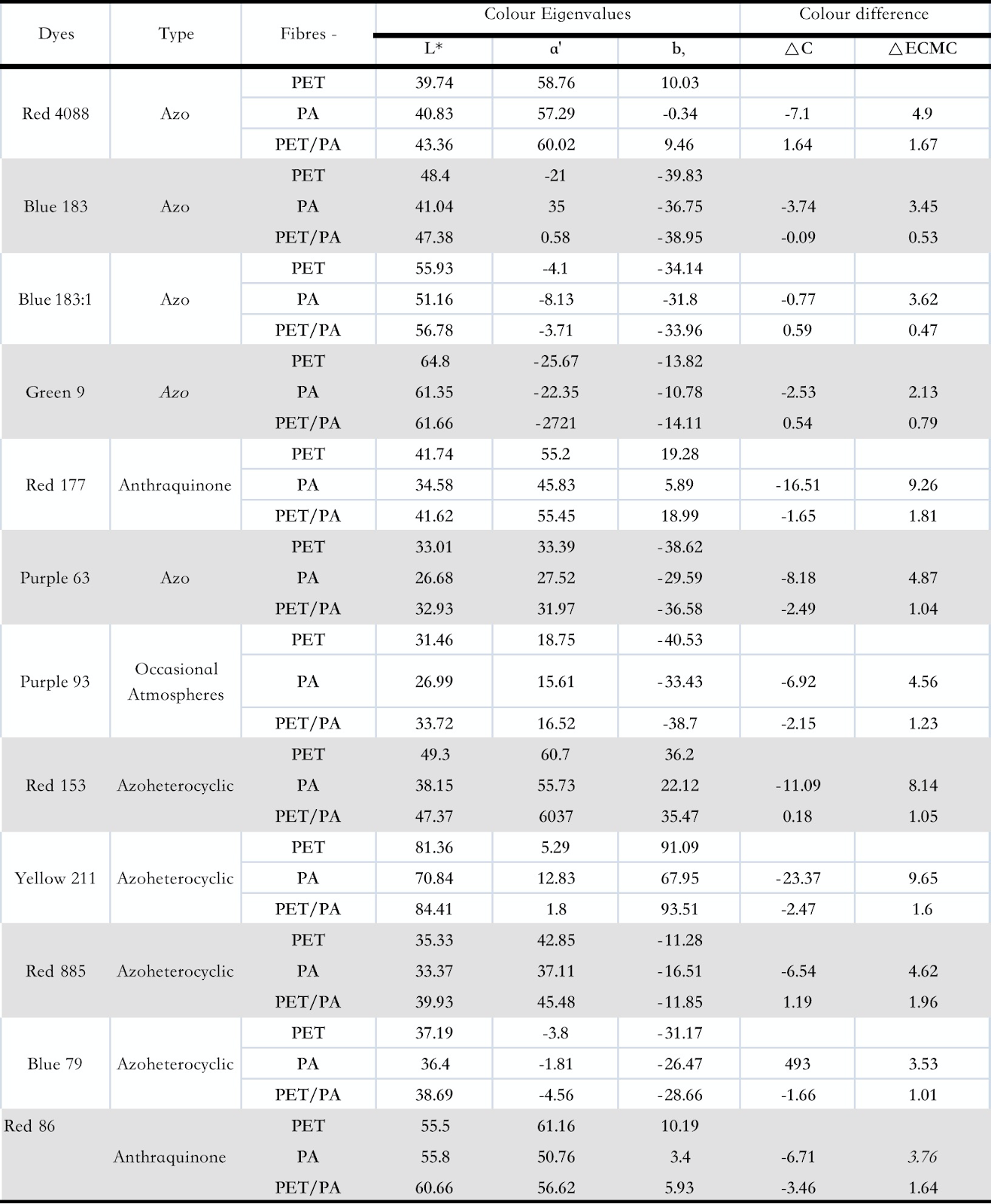
From Table 2-5, we can see that: 1) Colour difference: using polyester as the standard, the ΔEcmc of the dyes in Table 2-5 on polyester/nylon is not higher than 2.0. The colour of the dyes on the fibre is related to the structure of the dyes, including blue 183:1, blue 18 3, blue 79, purple 93, brown 19, red 343 for azo, red 153, yellow 211, red 177, red 885 for azo heterocyclic, red 86 and red 92 for anthraquinone. The colour difference between these 12 disperse dyes on polyester/nylon and polyester is small; when comparing the colour difference between these 12 dyes on nylon, the ΔEcmc is higher than 2.0. The ∆Ecmc of three dyes on nylon was above 5 for red 177 and yellow 211, indicating poor homochromaticity with polyester. Comparing the difference between the maximum absorption wavelengths and the K/S values of the dyestuffs on the three fabrics above, the Δλmax of Red 153, Red 177 and Yellow 211 on polyester and nylon were not higher than 10, indicating that the colour phase of the three dyestuffs on polyester and nylon did not change, but the colour light changed significantly.
(2) Tones: ① Polyester/nylon: Among the 12 dyes on polyester/nylon with a small colour difference (ΔE < 2), five dyes, red 92, yellow 211, red 177, purple 93 and brown 19, are not red enough on polyester (Δa < -1), red 885 and red 343 are reddish (Δa > 1), red 92 and yellow 211 are not yellow enough (Δb < -1), red 86, red 153, blue 79, blue 183:1 and blue 183 Red 86, Red 153, Blue 79, Blue 183:1, Blue 183 little change in tone.
②Nylon: These 12 disperse dyes have a more pronounced variation in tone on nylon, with red 177, red 885, red 343, red 153, red 92, purple 93 and brown 19 being less red than on polyester (Δa <-1), blue 183, blue 183: 1 being greenish (Δa <-1);, yellow 211, red 153, red 177, red 343, red 92, red 885 not yellow enough, and Blue 18 3:1, Blue 183, Blue 79, Violet 93 are not yellow enough.
(3) Vividness: Except for blue 183:1, which showed little change in vividness between nylon and polyester (-1 < Δc < 1), the other 11 dyes were not as vivid as on polyester; on polyester/nylon, red 885 and red 343 were more vivid than on polyester (Δc > 1), blue 183, red 153, red 86 and blue 183:1 showed no change in vividness (-1 < Δc < 1), while red 92, purple 93, yellow 211, brown 19, blue 79 and red 177 became grey (Δc < -1). Red 92, Violet 93, Yellow 211, Brown 19, Blue 79, Red 177 become grey (Δc < -1).
Table 2-6 Comparison of colour characteristic values and colour difference of 20 dyes on 3 fabrics (polyester as standard sample)
From Table 2-6 it can be seen that
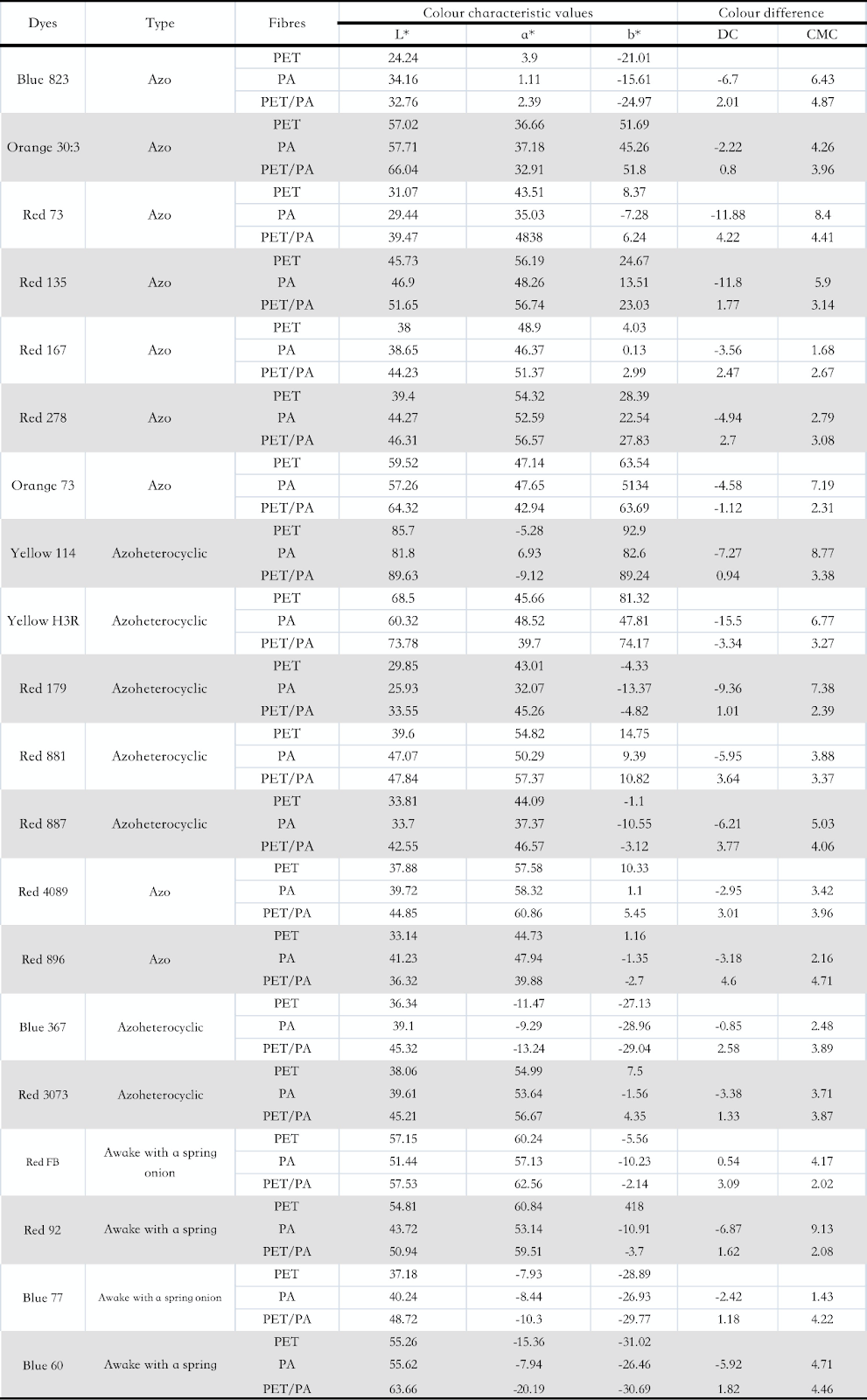
1) Colour differences: Orange 73, Red 167, Red 278, Blue 257, Red 135, Orange 889, Red 3073, Orange 30:3, Red 343:1 (4089), Red 73, Red 896, Blue 823, 12 azo types, Red 179, Yellow H3R, Red 881, Yellow 114, Blue 367, Red 887, 6 azo heterocyclic types, Blue 77, Green 9, Blue 60, Red The four anthraquinone disperse dyes, FB, have a colour difference of between 2 and 5 on polyester/nylon.
The colour differences between these 22 dyes on nylon and polyester/nylon are very different, with blue 60, red 167, green 9 on nylon being no more than 2, red 896, blue 367, red 278, red 343:1 (4089), blue 257, red 307 3, red 881, orange 30:3, red FB between 2 and 5, and red 887, red 135, blue 823, yellow H3R Red 887, Red 135, Blue 823, Yellow H3R, Orange 7 3, Red 179, Red 73, Yellow 114, Blue 77, Orange 889 are above 5.
(2) Shades: Polyester/nylon: Yellow H3R, Yellow 114, Red FB, Orange 73, Orange 889, Orange 30:3 is not red enough (Δa <-1), Green 9, Blue 367, Blue 60, Blue 823 is greenish (Δa <-1), Red 179, Red 3073, Red 135, Red 167, Red 278, Red 343:1 (4089), Red 887, Red 881, Red 73, Red 896 then reddish (Δa > 1). Red 343:1, Red 3073, Red 896, Red 881 are not yellow enough (Δb < -1) and Blue 367, Blue 823, Blue 257, Green 9 are bluish (Δb < -1).
(3) Brightness: On polyester/nylon, all 19 dyes were brighter than on polyester (Δc greater than 0), except for yellow H3R, orange 73 and orange 889, which became grey on polyester/nylon. On nylon, all 22 dyes were less vibrant than on polyester.
Table 2-7 Comparison of colour characteristic values and colour differences of 7 dyestuffs on 3 fabrics (polyester as standard sample)

(1) Colour difference: Using polyester as the standard, six azo disperse dyes (yellow 163, purple 63, blue 199, yellow 4063, orange 44, brown 61) and one azo heterocyclic disperse dye (blue 284:1) had a colour difference higher than 5 on polyester/nylon. The other six dyestuffs, blue 28 4:1, purple 63, blue 199, yellow 4063, orange 44 and brown 61, were all above 9, indicating that these six dyestuffs were poorly homochromatic with polyester on nylon and polyester/nylon, and that the colour phase of these dyestuffs did not change significantly (Δλmax < 10) on all three fibres.
(2) Tones: The tones of polyester/nylon and nylon are consistent, with blue 199 being greenish (Δa < 0) and not blue enough (Δb > 0), yellow 163 and yellow 4063 not red enough (Δa < 0) and yellowish (Δb > 0), and brown 61 and orange 44 being redish (Δa > 0).
(3) Vividness: on polyester/nylon, yellow 4063 is not as bright as on polyester (Δc < 0), while purple 63, blue 284:1, blue 199, orange 44, brown 61 and yellow 163 are brighter (Δc > 0); on nylon, yellow 163 is brighter than on polyester (Δc > 0), blue 284:1, blue 199, orange 44, brown 61 and purple 63 are not as bright as on polyester (Δc < 0), while yellow 4063 is not as bright as on polyester (Δc < 0). c < 0) and yellow 4063 did not vary significantly in vibrancy.
Summary of screening results for liquid disperse dyes
A comparative analysis of the printing performance and homogeneity of 41 disperse dyestuffs on polyester, nylon and polyester/nylon fabrics is presented above.
The 23 disperse dyes (orange 30:3, orange 44, orange 73, red 167, red 177, red 3073, red 4088, red 4089, red 73, red 86, red 885, red 92, red FB, yellow 163, yellow 211, yellow 4063, blue 183, blue 183:1, blue 60, green 9, violet 63, violet 93, brown 19) have the greatest absorption wavelength variation on polyester and nylon fabrics. The absorption wavelengths do not vary much and the apparent colour yield is similar, so that printing on polyester/nylon fabrics avoids the problem of pinching or uneven colour yield.
24 disperse dyes (blue 367, red 885, blue 257, red 881, orange 30:3, orange 889, brown 19, brown 61, blue 823, blue 284:1, blue 199, red 135, violet 93, violet 63, blue 77, orange 44, yellow 114, yellow 40 63, red 86, blue 183, yellow 163, blue 60, blue 183:1, green 9) on polyester/nylon fabrics. (9) on polyester/nylon fabrics with good soap fastness, dry/wet rubbing fastness and sublimation fastness, all ≥ 4.
The 41 disperse dyestuffs were screened and 13 dyestuffs (orange 30:3, orange 44, red 86, red 885, yellow 163, yellow 4063, blue 183, blue 183:1, blue 60, green 9, purple 63, purple 93, brown 19) were found to be more suitable for printing on polyester/nylon fabrics.
Effect of post-printing treatment on fabric printing properties
In the above section, 41 disperse dyes were compared in terms of apparent colour yield and colour fastness on 3 fabrics (polyester, nylon and polyester/nylon) and 13 dyes were selected as more suitable for printing on polyester/nylon. This section aims to compare the effect of different post-treatment methods on the printing performance of these 13 disperse dyestuffs after printing on the three fabrics. It is hoped that the disperse dyestuffs from can be selected for their high colour fastness and depth of colour gain after printing on polyester/nylon fabrics without soaping or reduction washing, but simply by washing in hot water, thus reducing the printing process and water pollution and achieving energy saving.
The printing performance of 13 liquid disperse dyes (orange 30:3, orange 44, red 86, red 885, yellow 163, yellow 4063, blue 183, blue 183:1, blue 60, green 9, purple 63, purple 93, brown 19) was examined to compare the effect of different post-printing treatments on the printing performance of the three printed fabrics, the results of which are shown in Tables 2-8.
Table 2-8 Effect of post-treatment on fabric printing properties

From Table 2-8 it can be seen that
(1) K/S value: compare the two post-treatment (hot water washing, soap washing) K/S value change, if the K/S value change is small (hot water washing K/S value and soap washing K/S value difference <1.0), it means that the fabric only needs hot water washing, without soap washing or reduction cleaning can wash away the surface floating colour. If the K/S value changes significantly (difference between the K/S value of the hot water wash and the K/S value of the soap wash ≥ 1. 0), it means that the fabric cannot be completely removed from the floating colours by washing in water and needs to be soaped or reverted to wash to completely remove the floating colours.
① Polyester: 2 dyestuffs (yellow 4063 and blue 60) with large variations in K/S values, and 11 disperse dyestuffs requiring only a simple wash.
②Nylon: 3 dyestuffs with large variations in K/S values (violet 93, orange 44, violet 63) and 10 disperse dyestuffs requiring only simple washing.
The other 9 disperse dyes required only a simple wash.
2)Colour fastness.
1 Only the disperse dyestuff (Red 885) has a poor colour fastness on polyester/nylon fabrics, with a dry fastness of only 3 and a wet fastness of 3-4 after hot washing; a wet fastness of 4-5 after soaping; Soaping is therefore required to improve the colour fastness of polyester/nylon fabrics.
The other 12 disperse dyes, washed with hot water or soap, all had a wet rubbing fastness of 4 or more, which was higher than the wet rubbing fastness without washing (by about 1 level), and these 12 disperse dyes were able to achieve a better rubbing fastness without soaping by washing with hot water only.
In summary, of the 13 disperse dyes suitable for printing on polyester/nylon fabrics, four dyes (red 885, orange 30:3, orange 44, violet 93) require soaping after printing to remove the surface colour and improve colour fastness. The other 9 dyes (red 86, yellow 163, yellow 4063, blue 183, blue 183:1, blue 60, green 9, purple 63, brown 19) are suitable for washing with hot water only, eliminating the need for soaping and achieving excellent print performance.
Relationship between the molecular forces of disperse dyes and printing performance
The differences in the printing performance of disperse dyes on different fibres are strongly related to the molecular structure of the dyes and the way in which the dyes bond to the fibres. The majority of disperse dyes have a higher apparent colour yield on polyester, as both polyester and nylon are dyed by hydrogen bonding and van der Waals forces, and there are some differences in the interaction between the disperse dyes and the fibres due to the different structures of polyester and nylon. Polyester has a relatively tight structure, with a high degree of orientation of the macromolecular chains and small molecular gaps, and has an excellent affinity for simple and low molecular weight disperse dyes, making it easy to obtain darker shades and higher colour fastness. Although nylon is a hydrophobic fibre like polyester, it contains a large number of weakly hydrophilic groups (-CONH-) in its macromolecules and amino and carboxy hydrophilic groups at the ends of its molecules.
In order to understand the differences in printing performance on polyester and polyester/nylon due to differences in dye structure, the Gausian software was used to calculate the forces between some of the dye molecules at the lowest energy.
Table 2-9 Structural formulae of the four azo-benzene disperse dyes
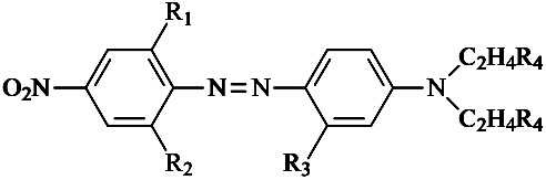

Table 2-10 Forces of azo benzene dye molecules

Table 2-11 Forces between azo heterocycles and anthraquinone-based dye molecules
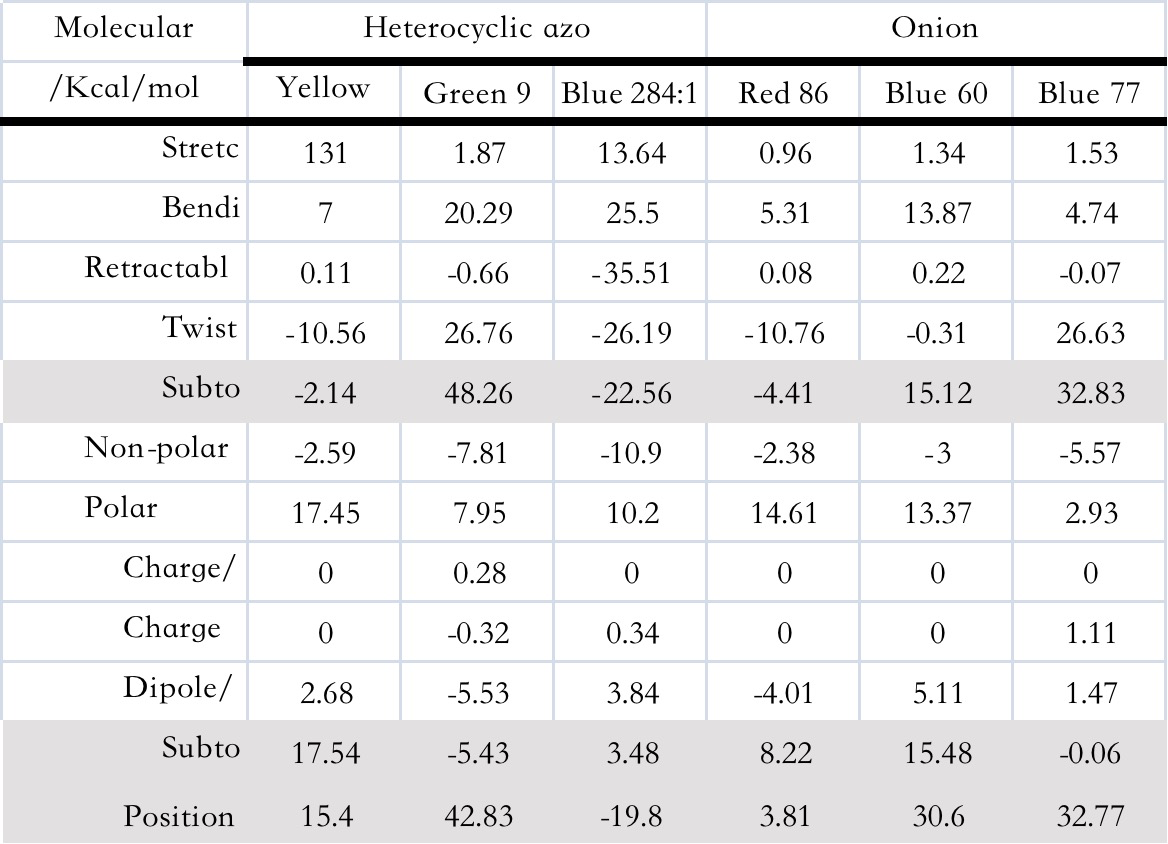
(1) Azo benzene disperse dyes: Compared to orange 44, yellow 163 has a symmetrical structure, so the dye molecules stretch and bend more easily and have a higher intermolecular attraction; however, because of its symmetrical structure, its stretch-bend energy is repulsive and does not twist easily; this results in a higher potential resistance energy due to the conformation of the dye, which is repulsive; the vanishing force is governed by the total potential resistance energy. The intermolecular forces of the symmetrical structure of yellow 163 also change, resulting in an increase in the repulsive force of the non-polar vanishing force, a decrease in the attractive force of the polar vanishing force and a lower interaction force between the dye molecules. The lower colour depth of yellow 163 on polyester/nylon fabrics may therefore be related to the higher repulsion of the total potential energy. Compared to yellow 163, violet 63 and blue 183 are also asymmetric structures, with violet 63 introducing -Cl in the diazo component and blue 183 introducing -Br in the diazo component. The site-resistance energies due to the dye conformation of these two dyes are similar and therefore the printing properties on polyester and polyester/nylon are similar, i.e. the two dyes also have a strong interaction with nylon.
When comparing the three heterocyclic azo dyes, Green 9 has a higher conformationally induced site resistance (absorption), while Blue 284:1 has a higher conformationally induced site resistance (repulsion). The introduction of the strong polar pyridone enhances the intermolecular interaction (absorption) of yellow 163, which is stronger than the benzothiazole structure of blue 284:1; the introduction of dinitrothiophene in green 9 with the diazo component probably enhances the electron cloud density of the sulphur atoms and the intermolecular interaction is repulsive, but the overall site resistance (absorption) is still high. The interaction with the nylon fibre is thus enhanced.
Anthraquinone dyes have properties similar to those of azo benzene and heterocyclic azo. When the potential resistance of attraction due to the conformation of the dye is high, or when the intermolecular forces of attraction governed by the total potential resistance are high, the dye binds easily to the nylon fibre and has a deeper colour depth, resulting in an increased K/S value.
Of course, the interaction between the different structures of disperse dyes and polyester and nylon is complex. In addition, the aromatic ring in the dye affects the dipole-dipole forces, which are more favourable to polyester and improve colour fastness than to nylon.
Summary of this chapter
1. To investigate the printing performance of 41 homemade liquid disperse dyestuffs and to compare the changes in K/S values and maximum absorption wavelengths of three printed fabrics (polyester, nylon and polyester/nylon) after soaping, the results showed that.
The following disperse dyes are available for polyester and nylon: 15 monoazo dyes (yellow 163, red 73, red 135, red 167, red 278, red 4088, red 4089, orange 30:3, orange 44, orange 73, violet 63, violet 93, blue 183, blue 183:1, brown 19), 8 heterocyclic azo dyes (yellow 114, yellow 21 1, yellow 4063, red 177, yellow H3R, red 885, red 3073, green 9) and 4 anthraquinone dyes (red FB, red 92, red 86, blue 60). 21 1, yellow 4063, red 177, yellow H3R, red 885, red 3073, green 9) and four anthraquinone dyes (red FB, red 92, red 86, blue 60).
The disperse dyes with a K/S value of not less than 10.0 for polyester and nylon are: 12 monoazo dyes (red 73, red 153, red 167, red 278, red 887, red 4088, red 4089, red 8960, purple 63, purple 93, blue 199, blue 257) and 4 heterocyclic azo dyes (yellow 114, red 179, red 885, red 3073).
(iii) Disperse dyes with a K/S value of not less than 10.0 for polyester/nylon: 11 monoazo dyes (red 73, red 153, red 179, red 887, red 4088, red 4089, violet 63, violet 93, blue 257, blue 823, brown 61) and 3 heterocyclic azo dyes (yellow 114, yellow 211, red 177).
2. To examine the printing performance of 41 homemade liquid disperse dyestuffs and to compare the colour fastness (soap fastness, dry/wet rubbing fastness and sublimation fastness) of three printed fabrics (polyester, nylon and polyester/nylon) after soaping, the results showed that
Forty-one disperse dyes have good colour fastness to soaping, dry/wet rubbing and sublimation on polyester; nylon fibres have relatively poor colour fastness, while polyester/nylon fabrics with a low nylon content also have good colour fastness. Twenty-four dyes (yellow 114, yellow 163, yellow 4063, red 86, red 135, red 881, red 885, orange 30:3, orange 44, orange 889, purple 63, purple 93, blue 60, blue 77, blue 183, blue 183:1, blue 199, blue 257, blue 284:1, blue 367, blue 823, green 9, brown 19, brown 61) have good colour fastness on polyester/nylon fabrics. Good colour fastness (soap fastness, dry/wet rubbing fastness and sublimation fastness all ≥4).
The results showed that the majority of the disperse dyes changed colour tone on polyester and nylon, with a greater colour difference, and were more vibrant on polyester. Twelve of the disperse dyestuffs showed less difference in colour on polyester/nylon than on polyester: blue 183:1, blue 183, blue 79, violet 93, brown 19 and red 343 for the azo group, red 153, yellow 211, red 177 and red 885 for the azo group and red 86 and red 92 for the anthraquinone group.
4. Thirteen of the 41 disperse dyes (orange 30:3, orange 44, red 86, red 885, yellow 163, yellow 4,063, blue 183, blue 183:1, blue 60, green 9, violet 63, violet 93, brown 19) were selected as being more suitable for printing on polyester/nylon fabrics.
5. Comparison of 13 dyestuffs suitable for printing on polyester/nylon fabrics and the effect of different post-treatment methods (hot water washing, soaping) on the printing performance of the fabrics. The results show that four dyestuffs (red 885, orange 30:3, orange 44, purple 9 3) need to be soaped after printing to remove the surface colour and improve the colour fastness of the fabric. The other 9 dyestuffs (red 8 6, yellow 163, yellow 4063, blue 183, blue 183:1, blue 60, green 9, purple 63, brown 19), only require hot water washing after printing to give the fabric good colour fastness, thus eliminating the need for soap washing and achieving energy saving and emission reduction.
6. In order to understand the differences in printing performance on polyester and polyester/nylon due to differences in dye structure, the forces between some dye molecules at the lowest energy were calculated and the results showed that
The interaction between disperse dyes of different structures and polyester and nylon is complex, with nylon fibres relying mainly on dipole and hydrogen bonding to the dye, while polyester relies more on dispersion forces to bind the dye molecules. When the repulsive or absorptive forces of the disperse dyestuff increase, the dyestuff binds to the nylon fibre and the colour fastness is improved.
Optimisation of the printing process for polyester/nylon decorative fabrics
Introduction
A study of the performance of liquid disperse dyes on polyester/nylon fabrics was carried out. 14 disperse dyes were selected from 41 disperse dyes for printing on polyester/nylon fabrics and the preliminary results showed that the “micro printing” process is feasible for printing on polyester/nylon fabrics.
At present, polyester/nylon (PET/PA) decorative fabrics are mostly made of microfibres or two-component composite microfibres, which have a small linear density and a large specific surface area, resulting in a soft feel, soft lustre and good drapability, air permeability and flexibility [103- 104]. Polyester/nylon decorative fabrics are interwoven with polyester/nylon composite fibres, the weft yarn is ordinary polyester fibre and the warp yarn is polyester/nylon composite microfibre, the process of stripping the original fibre into microfibre is actually the process of opening the fibre[105]. Only with complete opening of the fibre can the excellent properties of the microfibre be realised[106] , so a suitable pre-treatment process is particularly important for the subsequent printing and finishing of polyester/nylon fabrics.
The printing medium for “microprinting” consists mainly of liquid disperse dyes, thickeners and binders. Synthetic thickeners are more suitable for the ‘micro-printing’ process than other natural thickeners (sodium alginate, guar gum, etc.) due to their high paste-forming rate, simplicity of production, safety of storage and clarity of pattern. Synthetic thickeners are available in both anionic and non-ionic forms. Anionic synthetic thickeners have a higher viscosity than non-ionic synthetic thickeners, but are less resistant to electrolytes and are now mostly acrylic or acrylate polymers [107].
The use of functional binders in dyeing or printing is an effective way to improve dye utilisation and reduce waste water emissions. For example, the group prepared the acrylate binder HD650 using microemulsion semi-continuous emulsion polymerisation, which has a higher apparent colour depth, soaping fastness and rubbing fastness than commercially available binders, and a softer feel to the printed fabric [78]. A suitable binder not only improves the utilisation of acid dyes in nylon printing, but also improves the fastness to alkaline perspiration and reduces the white staining of nylon by acid dyes [81]; it also improves the uniformity of hot-melt dyeing of polyester with disperse dyes, reduces the floating of dyes on the fibre surface and reduces the burden of reductive cleaning and washing afterwards, making it a low water consumption dyeing process [80].
Binders are widely used in paint printing and have many advantages such as simple process, energy saving, no waste water discharge and clear contours; however, there are disadvantages such as hard feel, poor colour fastness to rubbing, poor air permeability and lack of vivid colours.
It is clear from Chapter 2 that there are fewer disperse dyes suitable for polyester/nylon fabrics and even fewer disperse dyes for dark colours. It would be a useful addition to the ‘micro printing’ process if polyester/nylon fabrics were to be printed with paint and disperse dyes in the same paste to investigate the effect on the printing properties of the fabric.
Based on the above ideas, the main research in this chapter includes: 1) Polyester/nylon fabric unfilming: to unfilm the fabric and improve the fabric properties; 2) Polyester/nylon fabric printing process optimisation: to explore the influence of printing media (thickener, binder) on the printing performance and to obtain the best process for polyester/nylon fabric printing; 3) Disperse dye/paint co-paste printing: to explore the printing performance of disperse dye/paint co-paste printing. 3) Disperse dye/coat printing: To investigate the performance of disperse dye/coat printing.
Experimental materials and apparatus
3.2.1 Fabrics and dyes
Fabric.
Polyester/nylon fabric, 87% polyester, 13% nylon, FDY 73.33 dtex x 177.78 dtex polyester/nylon composite, 100g/m2. Ltd.
Liquid dyes: same as 2.2.1
Paints: Paint Yellow 201, Paint Red 202, Paint Blue 203, commercially available.
3.2.2 Experimental apparatus
Same as 2.2.2.
| Equipment name | Model | Manufacturers |
| Oscillating water baths | HZD-C | Beijing HengAoDe Instrument Co. |
| Gross Effect Tester | QSM-215 | Beijing HengAoDe Instrument Co. |
| KES Fabric Style Tester | FB-AUTO-A | KES Corporation, Japan |
| Fracture Strength Tester | INSTRON-3365 | Inster Corporation, USA |
| Scanning Electron Microscope | S-4800 | Hitachi, Japan |
3.2.3 Reagents

Experimental methods and test methods
3.3.1 Pre-treatment processes
Fabric (PET/PA) → open fibre (NaOH x g/L, penetrant JFC 1g/L, bath ratio 1:30, heating to 1 10°C, heating rate 1°C/min, holding time 30min) → cold water washing → pickling (1g/L acetic acid solution) → cold water washing to neutral → drying (70°C)
3.3.2 Printing process
Process flow: fabric → printing → drying (75℃ × 2min) → high temperature roasting → (soaping) → washing (80℃ × 15min) → drying → finished product.
Soaping process: synthetic detergent 4g/L, bath ratio 1:50, 50°C x 45min.
Printing medium: synthetic thickener PTF-S 3.0%, binder T9 x%, liquid disperse dyes y%, paint z%, the rest water.
3.3.3 Fibre weight loss rate
The fabric is pretreated and the rate of change of fibre mass is calculated.
where: M1 is the mass of the unpre-treated fabric.
M2 is the mass mass of the fabric after the pre-treatment
MG is fibre weight loss (%)
3.3.4 Strength and elongation
The test was carried out on the INSTRON-3365 fabric breaking strength tester according to “GB/T 3923.2-1997 Tensile properties of textile fabrics Part I: Determination of breaking strength and elongation at break Strip method” and the average value was taken after five tests.
3.3.5 Fabric styles
The bending hysteresis moment 2HB of the fabric is tested on the KES-FB Style Tester FB-2, together with the bending stiffness B. Bending stiffness B: indicates the stiffness and flexibility of the fabric; the smaller the B value, the softer the fabric feels.
The smaller the 2HB value, the better the fabric’s ability to recover after bending deformation.
3.3.6 Gross effect
Capillary effect: Test on the QSM-215 Capillary Effect Tester in accordance with FZ/T 01071-2008 Textiles Capillary Effect Test Method, recording the height of liquid core suction (cm) for different test times.
3.3.7 Colour fastness, K/S values, colour characteristic values and relative fixation rates
Same as 2.3.2, 2.3.3, 2.3.4.
3.3.8 SEM scanning electron microscopy
The fabric was tested and analysed using a scanning electron microscope S-4800 to observe the surface morphology of the fabric fibres.
Effect of NaOH on the properties of polyester/nylon fabrics
The effect of NaOH concentration, treatment temperature and time on the opening effect, fabric wool effect, hand feel, fabric bending stiffness, strength and elongation, and oligomerisation was investigated to optimise the optimum pretreatment process.
3.4.1 Effect of alkali concentration on the surface morphology of polyester/nylon fabrics
The effect of NaOH concentration on the surface morphology of the polyester/nylon fabric (SEM diagram) is shown in Figure 3-1. From Figure 3-1 it can be seen that
(1) Surface morphology of the fibres: When the NaOH is 0g/L, most of the fibres fail to open and there are more oligomers on the surface of the fibres. This not only affects the feel of the fabric, but also affects the adsorption of dyestuff into the fabric.
(2) The effect of NaOH: As the concentration of NaOH increases, the opening effect increases, the fibre bundles gradually open up and the oligomers on the fibre surface gradually become less and even disappear (Figure 3-1(e)). When NaOH is selected, polyester/nylon fibres are subject to alkali hydrolysis due to the strong alkali, which leads to the hydrolysis of the oligomers and their easy removal from the fibre surface, and to the hydrolysis of the amide backbone of the nylon macromolecule. Therefore, it is extremely important to control the concentration of alkali, as insufficient fibre weight loss can affect the feel, the opening effect of PET/PA composite fibres and the mechanical properties of the fabric.

(a) NaOH 0g/L (b) NaOH 4g/L (b)NaOH 4g/L

(c) NaOH 8g/L (d) NaOH 12g/L (d)NaOH 12g/L

(e) NaOH 16g/L
Figure 3-1 Effect of alkali concentration on the surface morphology of polyester/nylon fabrics
3.4.2 Effect of alkali concentration on the moisture absorption of polyester/nylon fabrics
The effect of NaOH concentration on the moisture absorption of the polyester/nylon fabric is shown in Figure 3-2, and the higher the NaOH concentration, the greater the moisture absorption. R2) reached 0.99, the one-dimensional non-linear equation was feasible. As the concentration of NaOH increases, the gross efficiency value increases and the rate of moisture absorption increases. This is due to the fact that NaOH accelerates the opening of the polyester/nylon fabric and increases the specific surface area of the fibre, while the hydrolysis of the polyester fibre surface by alkali is also beneficial to the increase in the rate of moisture absorption and the gross efficiency of the fibre.
However, the higher the gross efficiency, the better the printing and dyeing process will be, for example, if the fabric surface is blurred and the colouring is not uniform [109]. Therefore, all other factors must be taken into account before deciding on the appropriate opening process.

Figure 3-2 Effect of NaOH concentration on the moisture absorption of polyester/nylon fabrics
Table 3-1 One-dimensional non-linear regression analysis (moisture absorption curve)
| NaOH concentration/g.L-1 | Mathematical models | Correlation/R2 | Gross effect/cm |
| 0 | y = 2.9739ln(x) + 0.023 | 0.9961 | 10.4 |
| 4 | y = 3.3689ln(x) – 0.1083 | 0.9908 | 12.0 |
| 8 | y = 3.6007ln(x) + 0.0175 | 0.9938 | 12.7 |
| 12 | y = 3.7311ln(x) + 0.5656 | 0.9977 | 13.5 |
| 16 | y = 4.045ln(x) + 0.4617 | 0.9926 | 14.7 |
3.4.3 Effect of alkali concentration on weight loss of polyester/nylon fabrics
The effect of alkali concentration on the weight loss of polyester/nylon fabrics is shown in Figure 3-3, which shows that the weight loss of fibres increases linearly with increasing NaOH concentration, with the relationship between weight loss (y/%) and NaOH concentration (x/g.L-1) being y = 0.5969x with an R² of 0.9942.
The weight loss of polyester/nylon fibres was linearly related to the NaOH concentration because NaOH hydrolyses the ester bonds of polyester fibres in a regular manner, and can be hydrolysed to sodium benzodicarbonate and ethylene glycol in NaOH solutions[110] , and as N aOH increases, the concentration of hydroxyl groups increases, the amount of hydroxyl groups adsorbed to the fibre surface increases, the hydrolysis of polyester increases, and the weight loss of the fibre increases[111] . The hydrolysis of polyester increases as the concentration of hydroxyl groups on the surface of the fibre increases and the weight loss of the fibre increases[111] .
In production practice, the weight loss of the fabric should be controlled at 7-10%, where the NaOH dosage is 11.7g/L-16.7g/L.

Figure 3-3 Effect of NaOH concentration on weight loss of polyester/nylon fabrics
3.4.4 Effect of alkali concentration on strength and elongation of polyester/nylon fabrics
The effect of NaOH concentration on the breaking strength and elongation at break of polyester/nylon fabrics is shown in Figures 3-4, from which it can be seen that
1) Breaking strength.
The breaking strength of polyester/nylon fabrics in the warp and weft direction decreases with increasing NaOH concentration. This is due to the hydrolysis of polyester fibres, which gradually opens up the fibre bundles and makes the fibres thinner, resulting in a decrease in strength.
The fracture strength (y/N) was modelled as a linear regression with NaOH concentration (x/g.L-1 ).
Longitudinal direction: y = -0.0813x + 14.538 , R2² = 0.9873
Latitude: y = -0.2755x + 24.080 , R1² = 0.9673
As the original breaking strength is higher in the weft direction than in the warp direction, a comparison of the linear regression equations shows that the rate of decrease in breaking strength is higher in the weft direction than in the warp direction as the NaOH concentration increases, which may be related to the composition and density of the warp and weft fibres.
2) Elongation at break.
The elongation at break of polyester/nylon fabrics in the warp and weft directions decreases with increasing NaOH concentration.
Elongation at break (y/%) was modelled as a linear regression with NaOH concentration (x/g.L-1 ).
Longitude: y = -0.0813x + 14.538 , R4² = 0.9873
Latitude: y = -0.2755x + 24.08 , R3² = 0.9673
Since the original elongation at break is higher in the latitudinal direction than in the meridional direction, a comparison of the linear regression equations shows that the rate of decrease in elongation at break is higher in the latitudinal direction than in the meridional direction as the concentration of NaOH increases.

Figure 3-4 Effect of NaOH concentration on the mechanical properties of polyester/nylon fabrics
3.4.5 Control of the amount of oligomer on polyester/nylon fabrics
Polyester fibres always contain small amounts of oligomers, which generally have little effect on the performance of the fibre, but when polyester/nylon is printed with disperse dyestuffs and then baked at high temperatures, the oligomers can migrate out of the fibre and have an effect on the print. When polyester/nylon fabrics are opened, the specific surface area becomes larger and the problem of oligomers is much more serious than with conventional fibres, so the effect of oligomers on the surface of the fibres needs to be considered.
Three polyester/nylon fibres (0 g/L, 4 g/L and 16 g/L NaOH) were treated with NaOH in the pre-treatment, resulting in the hydrolysis of the oligomers and their easy removal from the fibre surface as shown in Figures 3-6.
As can be seen from Figures 3-6, when the NaOH dosage is 0g/L, the fibres are obviously incompletely opened and there are more oligomers on the surface of the fibres; when the fibres are treated with 4g/L NaOH, the fibre bundles are completely opened, but there are more oligomers due to the increase in the specific surface area of the fibres; when the fibres are treated with 12g/L NaOH, the surface of the fibres is smoother.
The oligomer hydrolysis is more complete and the oligomers have been largely removed from the fibre surface.

Figure 3-6 Effect of NaOH treatment on oligomers on the fabric surface (SEM image)
In summary, taking into account the effect of open fibre and oligomer removal, the pre-treatment process for polyester/nylon fabrics is.
Fabric preparation → fibre opening (NaOH 12g/L, penetrant JFC 1g/L, bath ratio 1:30, heating to 110°C, heating rate 1°C/min, holding time 30min) → cold water washing → pickling (1g/L acetic acid solution) → cold water washing to neutral → drying (70°C). At this point the weight loss of the polyester/nylon fabric was 7.16%, the strength loss in the warp direction was 6.7%, the strength loss in the weft direction was 10.7%, the gross efficiency was 14.7cm, the feel was soft and the oligomers on the fibres were basically removed.
Optimisation of disperse dye printing processes on polyester/nylon fabrics
3.5.1 The effect of dye concentration on printing performance
The effect of the concentration of two liquid disperse dyes (yellow 163, blue 79) on the printing performance of polyester/nylon fabrics was investigated with a fixed binder FC650 1%, a thickener PTF-S 3%, a baking temperature of 170°C and a baking time of 60s. The effect of soaping on the K/S value, RF value and colour fastness of the printed fabrics was compared and the results are shown in Table 3-2.
Table 3-2 Effect of dye concentration on colour fastness, K/S value and RF of polyester/nylon prints
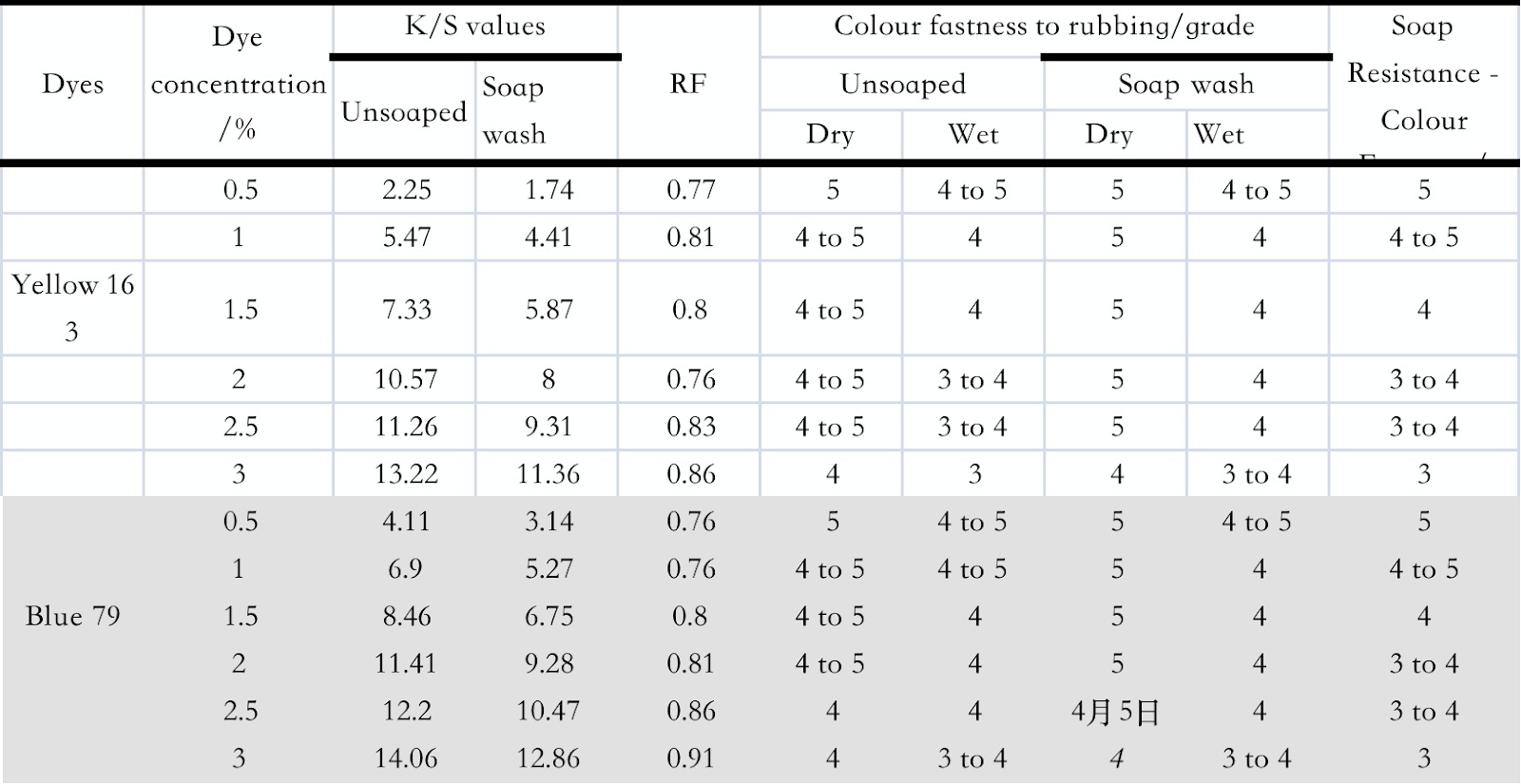
As can be seen from Table 3-2.
1) Dyestuff printability: The K/S value of Disperse Yellow 163 increased from 2.25 to 13.22 and that of Disperse Blue 79 increased from 4.11 to 14.06 when the dye concentration was increased from 0.5% to 3.0%; this indicates that these two liquid disperse dyestuffs have good printability and can produce dark prints on polyester/nylon fabrics.
(2) Effect of soaping (RF value): when the dye concentration increased from 0.5% to 3.0%, the RF value of Disperse Yellow 163 increased from 0.77 to 0.86 and the RF value of Disperse Blue 179 increased from 0.76 to 0.91, indicating that the increase in the amount of dye contributed to the increase in RF value.
(3) Colour fastness: ① Unsoaped samples: When the concentration of Disperse Yellow 163 is 0.5-2.5%, the colour fastness to rubbing in the dry state is not less than 4, and in the wet state is not less than 3-4. At a disperse blue 79 dye concentration of 0.5-2.5%, the dry and wet fastness to rubbing is not less than 4, with the dry fastness to rubbing being slightly higher.
(2) Soaping samples: the colour fastness (dry and wet) of the two liquid disperse dyes (yellow 163 and blue 79) was improved (approx. 0.5-1 level) by soaping, which indicates that soaping is beneficial for the improvement of the colour fastness of the fabrics to dry and wet rubbing.
(iii) Colour fastness to soaping: as the amount of the two liquid disperse dyes (yellow 163 and blue 79) increased, the colour fastness to soaping decreased from level 5 to level 3. This indicates that although the amount of colour obtained increases as the concentration of the dyestuff increases, soaping removes the floating dyestuff from the surface, which is not firmly bound to the fibres, and removes the additives from the printing paste, which affects the degree of colour change and leads to a deterioration in the colour fastness of soaping.
Therefore, it is a contradictory issue to reduce the burden of post-treatment of polyester/nylon printing (e.g. eliminating the need for reduction washing or soaping) and to have good printing performance (e.g. high colour depth, colour fastness to rubbing and soaping of not less than 4 levels). If the amount of two liquid disperse dyes (yellow 163 and blue 79) does not exceed 2%, the burden of post-treatment is reduced, but the depth of colour obtained is slightly lower.
3.5.2 Effect of thickeners on printing performance
One of the features of the “micro printing” technique is the use of synthetic thickeners with high viscosity and high paste formation rates to replace the traditional natural pastes.
Five thickeners (PTF-S, PTF-3, H955, H985 and S3713) were selected to investigate the effect of thickener dosage on the printing properties (colour characteristics, K/S value, RF value, clarity) of liquid dispersion yellow 163 at a fixed dosage of 2%, binder FC650 1%, baking temperature 170°C and baking time 60 s. The results are shown in Table 3-3. The effect of soaping on the colour fastness of the printed fabric to rubbing was compared and the colour fastness to soaping was tested, and the feel of the printed fabric was subjectively evaluated.
From Tables 3-3 and 3-4 it can be seen that
(1) Printing clarity and hand feel: The printing clarity of polyester/nylon fabrics is related to the amount of thickener. When the amount of five thickeners (PTF-S, PTF-3, H955, H985 and S3713) is not higher than 1.5%, they all show different degrees of bleeding. As the amount of thickener increases, the four thickeners become harder in feel, except for PTF-S which still has an excellent feel, and PTF-3 which is harder in feel regardless of the amount.
(2) The effect of soaping and the K/S and RF values: at the same dye dosage, PTF-3 has the darkest colour, followed by H985, S3713 and PTF-S, while H955 has the lightest colour; comparing the K/S values before and after soaping, soaping has a small effect on the K/S value of PTF-3 (RF value of 0.96-0.97) and the largest effect on the K/S value of H955 (RF value of 0.84-0.86). In addition, the amount of thickener directly affected the K/S and RF values, e.g. PTF-S had a low RF value (0.84-0.88) at low dosages (1.5-2.0%) and a high RF value (0.92) at high dosages (2.5-3.0%), while S3713 had the opposite variation, e.g. a low dosage (1.0-1.5%). S3713 showed the opposite variation, with higher RF values (0.92-0.96) at lower dosages (1.0-1.5%) and lower RF values (0.84) at higher dosages (2.0%). Although the five thickeners (PTF-S, PTF-3, H955, H985 and S3713) belong to the same polyacrylate group, differences in their content and molecular weight, as well as in the properties of the surfactants added to improve rheology, can directly affect the printing performance of polyester/nylon fabrics and the choice of post-treatment process for printed fabrics. For example, PTF-3 has a higher RF value and a darker colour before and after soaping, indicating less floating colours.
(3) Colour characteristic values and maximum absorption wavelength: Δa and Δb of the five thickeners were less than 2 before and after soaping, and the maximum absorption wavelength (420 nm) of the fabrics corresponding to the five thickeners did not change, indicating that the use of these five thickeners had no effect on the colour phase of the fabrics.
(4) Colour fastness: ① Colour fastness to soaping: PTF-S and H955 thickeners do not change the colour fastness to soaping with increasing dosage and are not lower than 4 levels, while the colour fastness to soaping of three thickeners (PTF-3, H985, S3713) is not lower than 3-4 levels. ② Colour fastness to rubbing: the three thickeners (PTF-S, H955, S3713) do not change the colour fastness to rubbing in wet or dry, whether soaping or before soaping, and the colour fastness to rubbing in wet or dry does not change much with the change in concentration.
In summary, the thickener PTF-S is suitable for use as a thickening agent in the “micro printing” process for polyester and brocade fabrics. It is clearer after printing, has no effect on the feel of the fabric, has less floating colours and has a higher colour yield, and has a colour fastness to soaping and rubbing of not less than 4 levels.
Table 3-3 Effect of thickener concentration on the printing performance of polyester/nylon fabrics (yellow 163)
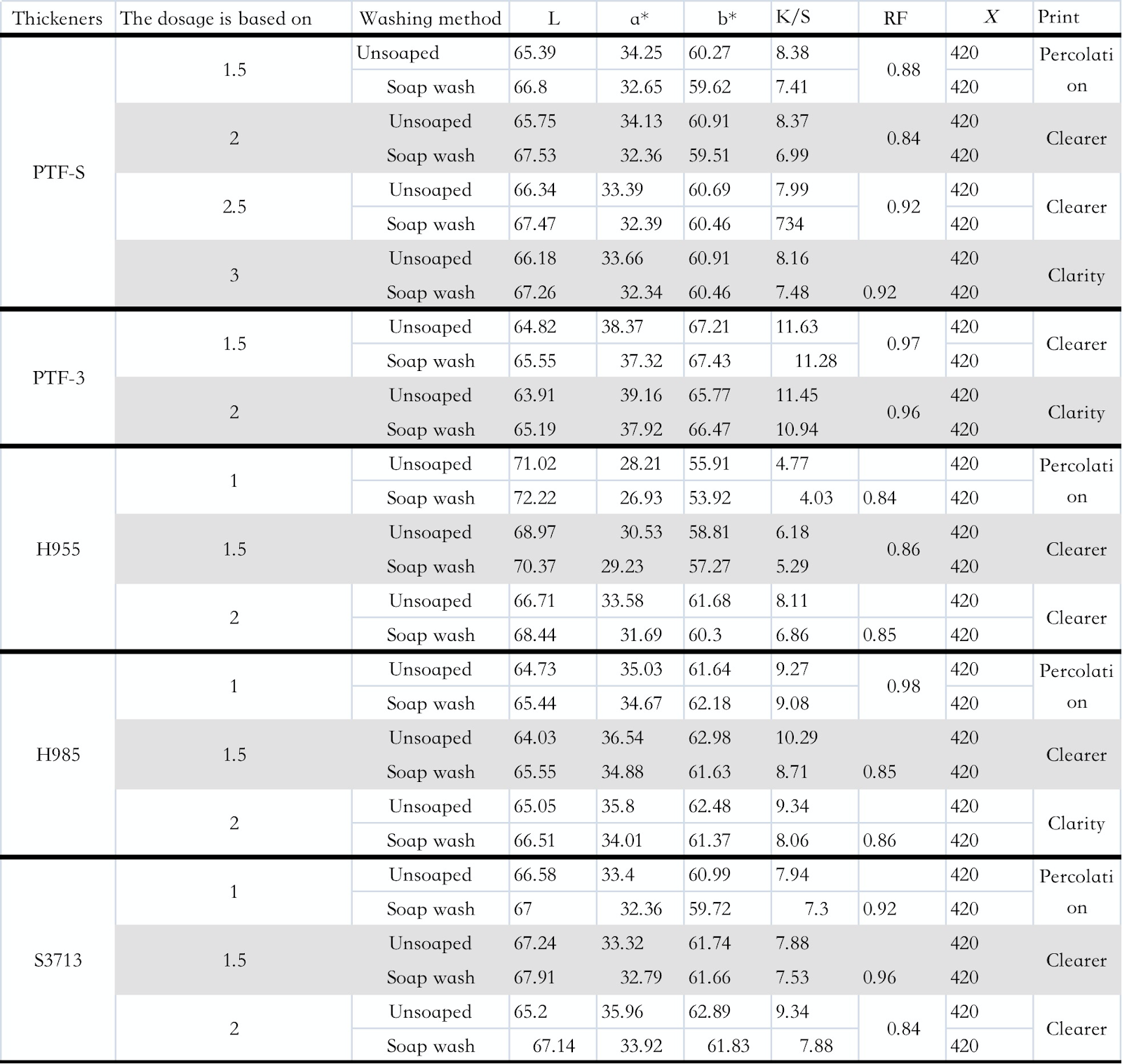
Table 3-4 Effect of thickener concentration on colour fastness of polyester/nylon printing (yellow 163)

3.5.3 Influence of binders on print performance
The group has previously explored the use of a home-made binder for polyester printing and has synthesised a binder that gives a deep colour, low variation in K/S value, a colour fastness of 5 without soaping and a soft feel after direct printing [78]. This sub-section examines the application of the binder FC650 for printing on polyester and nylon fabrics. The effect of the binder FC650 on the printing performance was investigated by fixing the liquid dispersion yellow 163 at 2%, the thickener PTF-S at 3%, the baking temperature at 170°C and the baking time at 60 s. The results are shown in Table 3-5.
As can be seen from Table 3-5.
(1) K/S and RF: As the amount of binder FC650 increased, the K/S values of the unsoaped and soaped polyester/nylon fabrics increased and the RF values increased. This indicates that the binder FC650 improves the fixation rate of the dyestuff and that the RF value varies less (0.94-0.95) when the binder FC650 is 1.0-2.0%, which indicates that the apparent colour yield of the fabric is stable.
(2) Colour fastness and hand feel: With the increase in the amount of binder FC650, the colour fastness to soaping can be significantly improved, e.g. without binder the colour fastness to soaping is only 3; with 1.0-2.0% binder FC650, the colour fastness to soaping reaches 4 and above. Binder FC650 also improves the colour fastness of unsoaped fabrics to rubbing in the dry state (approx. 0.5-1 level) and in the wet state (approx. 0.5 level). Soap-washed polyester/nylon fabrics with a binder FC650 of 1.0-2.0% improve the dry rubbing fastness by 0.5. This is due to the fact that the increased amount of binder in the printing paste increases the amount of solids remaining on the fabric surface after printing, which tends to form a film-like structure on the fibre surface and improves the colour fastness, but causes the fabric to feel stiffer (e.g. 1.5-2.0% for FC650).
As a result, the optimum amount of binder FC650 is 1%, which provides good printability and a soft fabric feel.
Table 3-5 Effect of binder concentration on colour fastness and hand feel of polyester/nylon fabrics
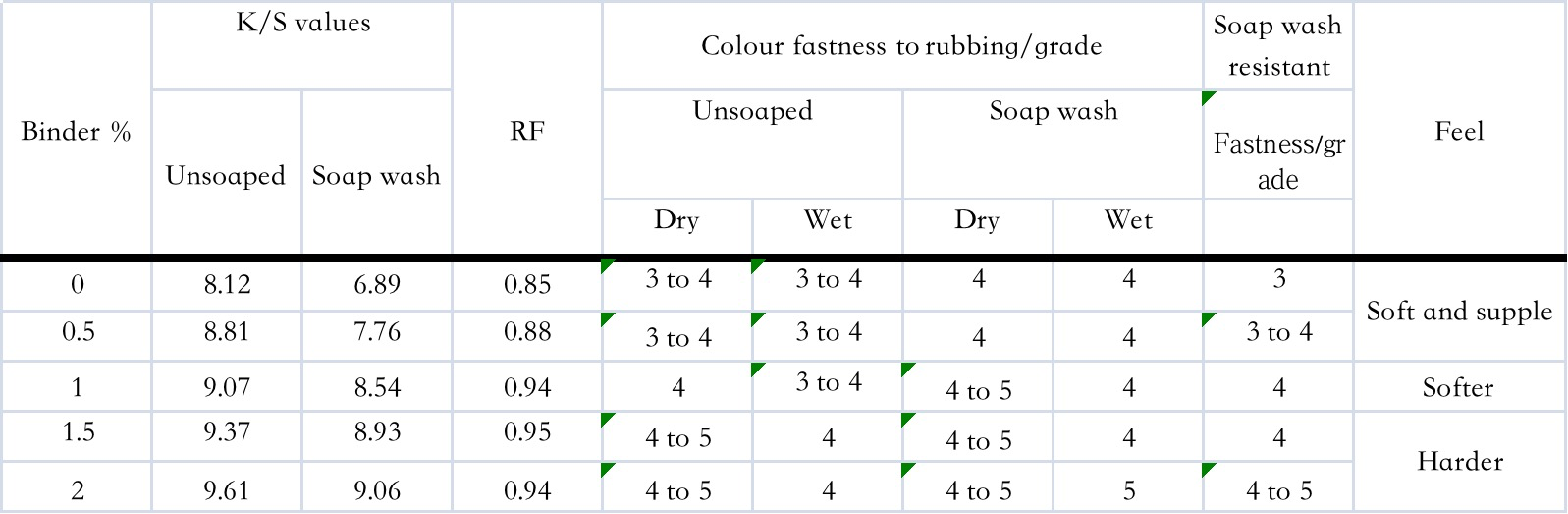
3.5.4 Effect of baking time and baking temperature on printing performance
The effect of different baking times (30s-90s) and temperatures (170°C-200°C) on the colour yield and colour fastness of the fabrics was investigated.
(1) K/S and RF values: As the roasting time increases, the K/S values of unsoaped fabrics change less (4.73 < K/S < 5.89) and the K/S values of soaped fabrics also change less, but this affects the fixation rate of dyestuff and fibres and reduces the floating colours on the surface of the fabric; when the roasting time is 70s, the RF value is the largest (up to 0.98); if the roasting time continues to be increased or shortened, the RF value becomes smaller, i.e. more of the floating colours of dyestuff attached to the surface of the fibres are removed when soaping (including auxiliaries such as thickeners). The RF value decreases with higher or shorter baking times, i.e. more of the dye float is removed from the fibre surface during soaping (including auxiliaries such as thickeners).
(2) Colour fastness to soaping and handfeel: the fabric has a softer handfeel when baked for less than 70 seconds, but the fabric feels harder when baked for more than 80 seconds, probably because nylon is not resistant to high temperatures and has a lower glass transition temperature.) This also affects the fixation of the disperse dyestuff on the nylon, resulting in poor colour fastness (<4).
(3) Colour fastness to rubbing: short baking time (<50 seconds), soaping improves the colour fastness to rubbing (0.5 level).
However, with longer baking times (>50 seconds), the fabric has excellent rubbing fastness with or without soaping (class 4 and above).
Table 3-6 Effect of baking temperature on colour yield and colour fastness of fabrics
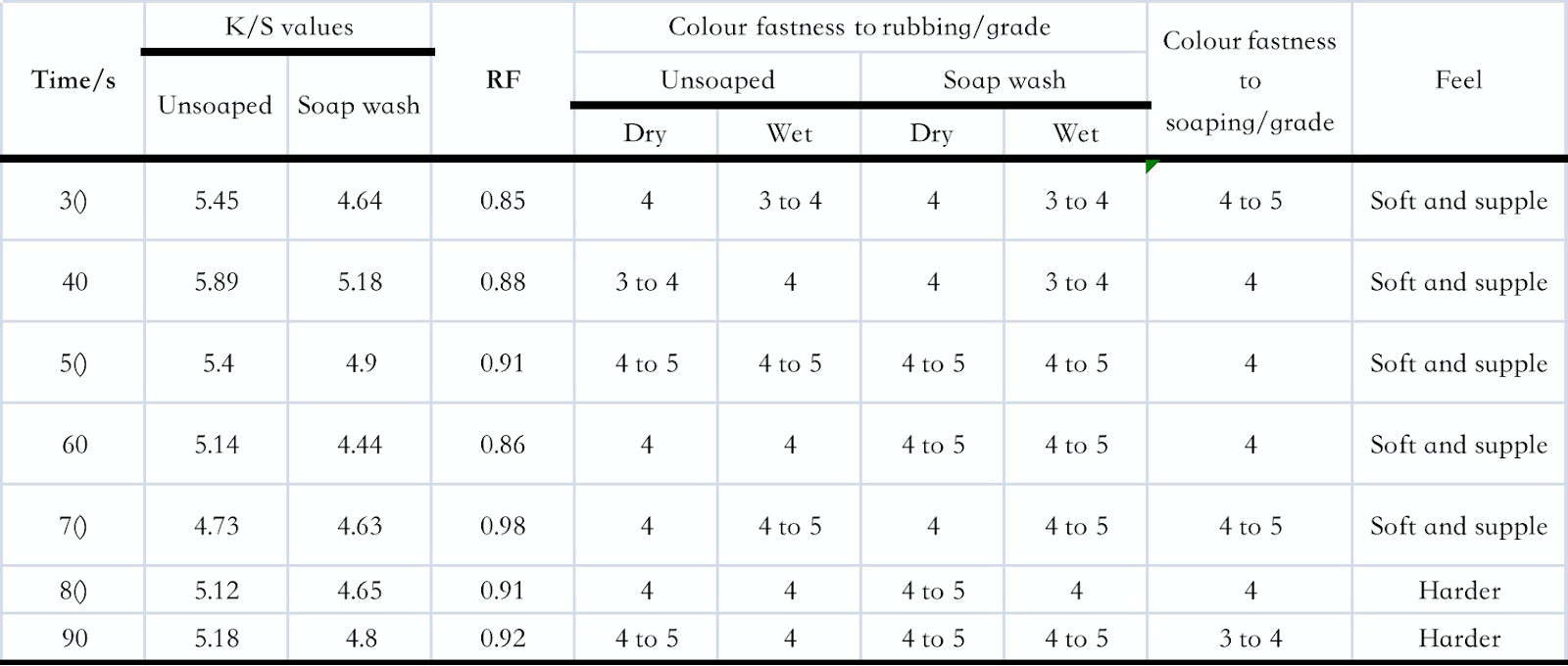
(1) K/S and RF values: As disperse dyes require high temperatures in order to dye the fabric, the K/S values of the fabric do not change much between 170°C and 200°C (4.50 <K/S <5.35) and the RF is stable at around 0.8, indicating that good apparent colour depth can be achieved at 170°C.
(2) Colour fastness and feel: baking temperature at 180°C-195°C fabric either dry/wet rubbing fastness or soap fastness are at 4-5 level, but baking temperature above 185°C fabric feel will become hard, this is because the polyester/nylon fabric in the nylon component is not resistant to high temperature reasons.
Table 3-7 Effect of baking temperature on fabric printing properties
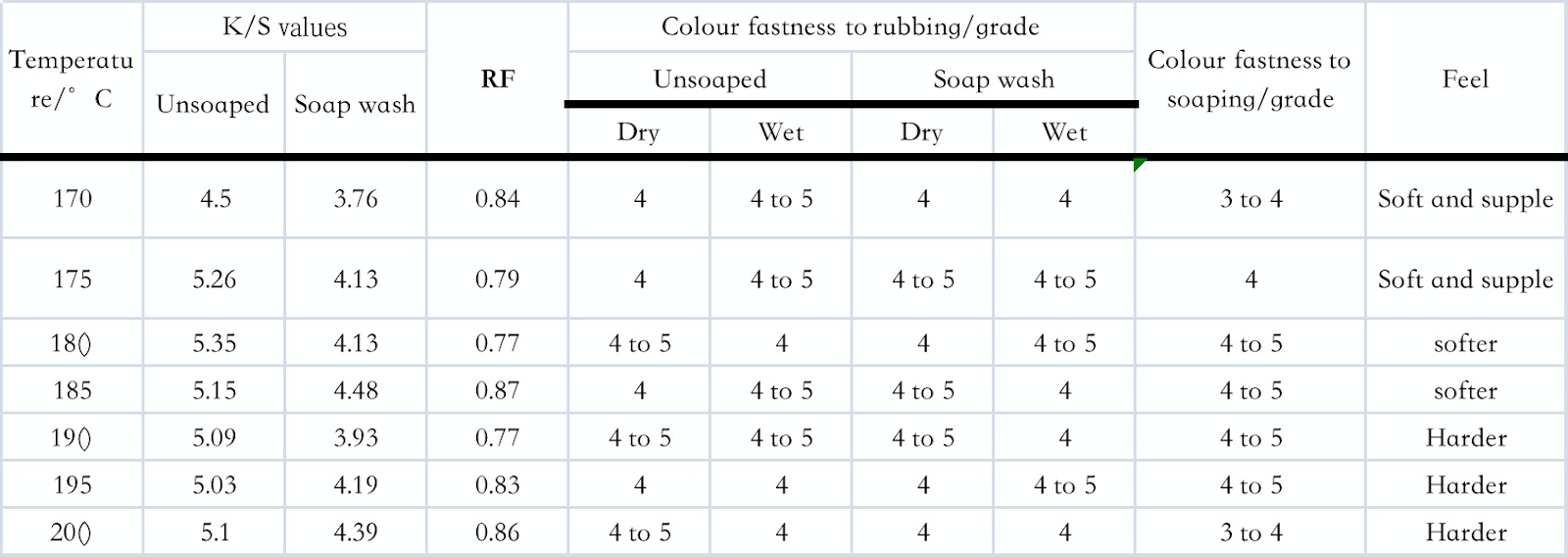
In summary, a baking time of 50-70 seconds and a baking temperature of 170°C-185°C are more suitable for “micro printing” of disperse dyestuffs on polyester/nylon fabrics.
Therefore, the optimum process for the use of liquid disperse dyestuff on polyester and nylon fabrics using the “micro printing” technique is.
Process: fabric → printing → drying (75℃ × 2min) → high temperature roasting (170℃-185℃ × 50s-70 s) → (soaping) → washing (80℃ × 15min) → drying → finished product.
Printing medium: Synthetic thickener PTF-S 3.0%, binder FC650 1.0%, liquid disperse dyes: 2%, remainder in water.
Application of paint printing on polyester/nylon fabrics
In view of the fact that liquid disperse dyes do not produce dark colours in polyester/nylon fabrics and that some of the dyes do not have good colour fastness, it is hoped that the combination of disperse dyes and paints, with the paints acting as a synergistic colour for the disperse dyes, will compensate for the light colouring and poor colour fastness of the disperse dyes alone.
In order to avoid the effects on the hand feel and colour fastness of the fabric when the amount of paint used is high, only the effect of low concentration paint on the printing performance of polyester/nylon fabrics is investigated. This sub-section focuses on: 1) the printing performance of coatings on polyester/nylon fabrics; 2) the printing performance of polyester/nylon fabrics with coatings/disperse dyestuffs in the same paste. It is hoped that this will provide a new idea for printing on polyester/nylon fabrics.
3.6.1 Effect of paint concentration on print performance
The printing medium was: synthetic thickener PTF-S 3%, binder T9 2%, crosslinker 110 1%, coating yellow 201 X% and the rest was water. The effect of coating yellow 201 concentration on the printing properties (colour characteristic values, K/S values and colour fastness) of the polyester/nylon fabric was investigated and the results are shown in Table 3-8.
(1) K/S and RF: As the concentration of coating yellow 201 increases, the K/S value of the fabric increases, and there is a linear relationship. However, when the coating concentration is above 1.6%, the K/S value of the fabric does not change much, and the RF value becomes smaller, indicating that the floating colour on the surface of the fabric increases, and the amount of binder and crosslinker in the process needs to be increased appropriately to enhance the colour yield.
2) Colour characteristic values: as the paint concentration increases, the a* of the fabric increases from -2.15 to 6.65 and the b* from 58. 24 to 84.02, indicating a more vibrant colour.
(3) Dry and wet rubbing colour fastness: with the increase of paint concentration, the fabric soaping colour fastness decreases from 4 levels to 2-3 levels, when the paint concentration is 2%, the dry and wet rubbing is only 2-3 levels, which means that although the apparent colour yield increases, the surface of the fabric has more floating colours and the fibres are not firmly bonded to the paint, resulting in a decrease in colour fastness.
As can be seen from Figure 3-7, the bending stiffness and bending hysteresis moment of the fabric increased with the increase in paint mass fraction, but the increase was not significant, indicating that the change in paint concentration had an effect on the feel of the fabric, making the fabric feel stiffer. This is due to the fact that the coating needs to be bonded to the fabric by the binder and crosslinker to form a film, which affects the feel.
Table 3-8 Effect of paint yellow 201 concentration on K/S value, RF and colour fastness

Figure 3-7 Effect of coating yellow 201 concentration on bending stiffness and bending hysteresis moment of fabric
3.6.2 Effect of binder concentration on printing performance
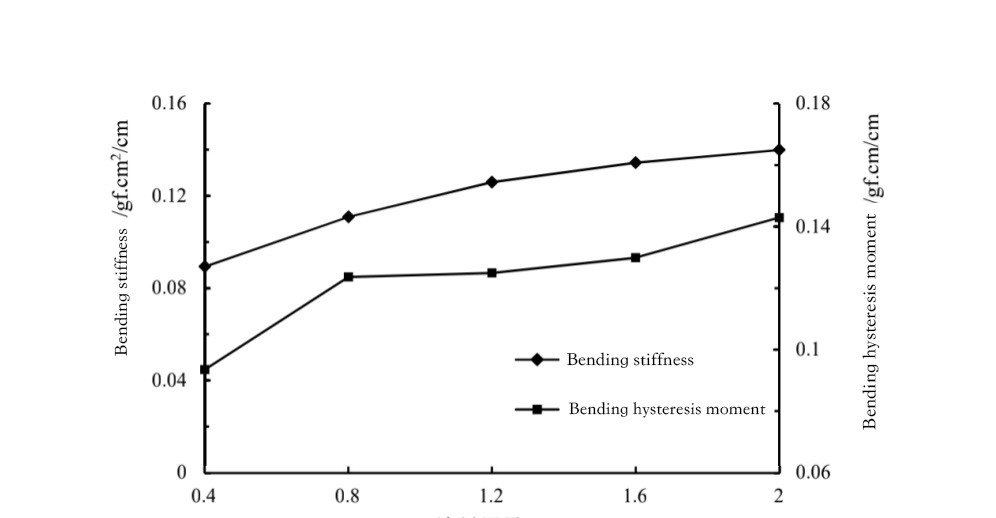
According to 3.3.2 printing process, the printing medium was: synthetic thickener PTF-S 3%, binder T9 x%, crosslinker 110 1%, coating yellow 201 1% and the rest was water. The effect of binder concentration on the printed properties of polyester and nylon fabrics was investigated. The effects of binder concentration on colour characteristic values, K/S values and RF, and fabric rubbing fastness are shown in Table 3-9, and the effects of changes in binder concentration on fabric bending stiffness and bending hysteresis moment are shown in Figure 3-8.
(2) Colour characteristic values, K/S values and RF: As the concentration of binder T9 increases, the K/S value increases from 3.85 to 4.53 after soaping, and both a* and b* become larger. The change in coating concentration does not affect the change in maximum absorption wavelength of the fabric. The RF value is greatest at a paint concentration of 5% and the fabric surface has the least amount of floating colour.
(2) Colour fastness to rubbing: As the concentration of the coating increases, the dry and wet rubbing fastness of the fabric gradually increases from level 2 to level 4, which is due to the increased concentration of the binder and the stronger film forming ability on the surface of the fabric, thus enhancing the colour fastness of the fabric to rubbing.
As can be seen from Figure 3-8, the concentration of the adhesive has a large effect on the bending stiffness and bending hysteresis moment of the fabric, the greater the concentration of the adhesive, the greater the bending stiffness and bending hysteresis moment of the fabric.
Table 3-9 Effect of binder concentration on colour characteristic values, K/S values and RF
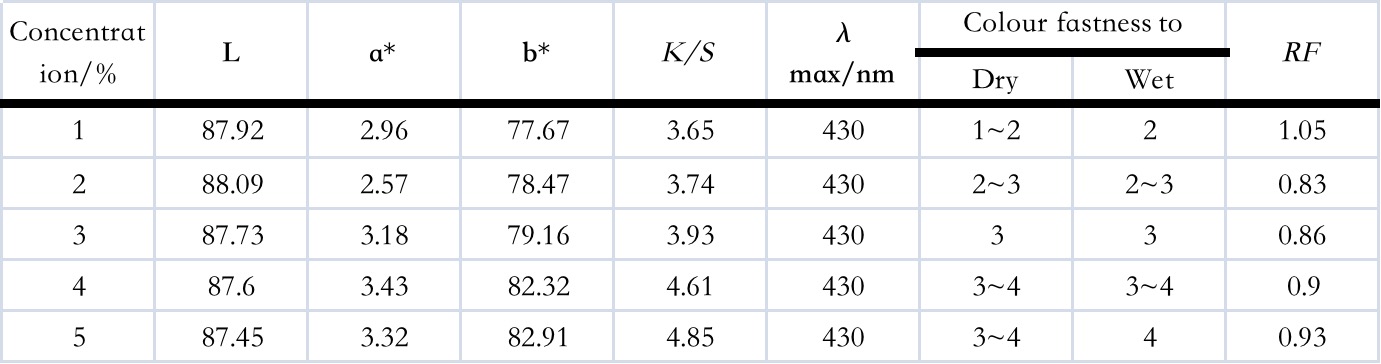
Figure 3-8 Effect of coating yellow 201 concentration on bending stiffness and bending hysteresis moment of fabric

3.6.3 Effect of baking temperature and baking time on printing performance
The study of the printing performance of polyester/nylon fabrics using paints is a preliminary experiment to the study of co-pattern printing with paints/disperse dyestuffs
. The effect of different baking temperatures (140°C-180°C) and times (40s-80s) on the printing performance must be investigated. The effect of baking temperature on the colour characteristics and rubbing fastness is shown in Table 3-10 and the effect of baking time on the colour characteristics and rubbing fastness is shown in Table 3-11.
Table 3-10 Effect of baking temperature on colour characteristic values and colour fastness

As can be seen from Table 3-10.
(1) K/S, RF and maximum absorption wavelength: The apparent colour of the fabric after printing did not change much from 140°C to 180°C, but the RF value increased gradually as the baking temperature rose, indicating that the surface colour of the fabric was becoming less and less floating. At 180°C, the maximum absorption wavelength of the fabric changes from 430nm to 440nm, and both a* and b* increase compared to 14°C. This is probably due to the change in the colour light of the paint due to the high baking temperature.
(2) Colour fastness and handfeel: With the increase of the baking temperature, the handfeel and friction fastness of the fabric do not change much, which means that the baking temperature has less influence on the colour fastness and handfeel of the fabric.
Table 3-11 Effect of baking time on colour characteristic values, K/S, and RF of fabrics
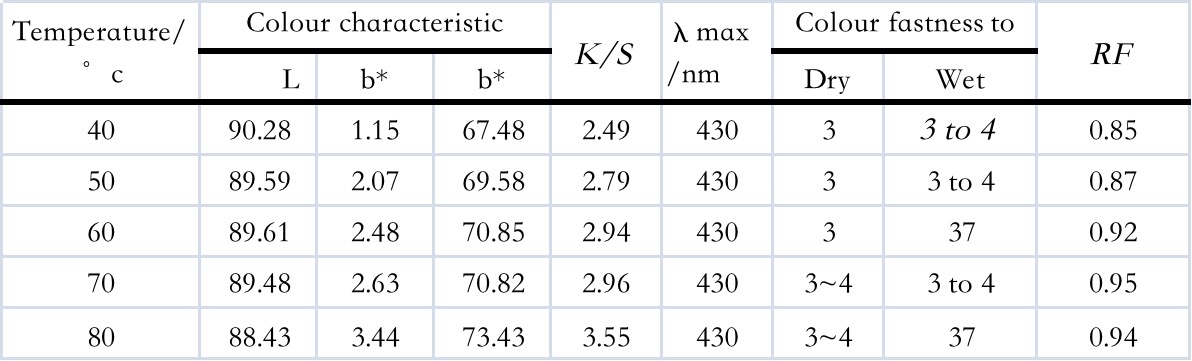
As can be seen from Table 3-11.
(1) K/S, RF and maximum absorption wavelength: with the extension of the baking time, the apparent colour of the fabric increased slightly, the maximum absorption wavelength (430nm) was basically unchanged, and the RF value increased from 0.85 to 0.94, indicating a decrease in the surface floating colour.
(2) Colour fastness and hand feel: with the change of baking time, the fabric, whether soaping before or soaping, its resistance to friction colour fastness basically did not change (3-4 levels), the hand feel are soft, indicating that the baking time on the fabric colour fastness and hand feel is not significant.
Therefore, baking temperature and baking time do not have a significant impact on the performance of the fabric after printing with paint, but from the point of view of energy saving and environmental protection, the shorter the baking temperature and time the better, so that the baking time and baking temperature can be reduced as much as possible without affecting the printing performance. For this reason, the printing of paints with disperse dyes can be optimised according to the printing process for disperse dyes, e.g. 50-70 seconds baking time and 170°C baking temperature.
The greater the concentration of the paint, the greater the apparent colour fastness of the fabric, but this affects the colour fastness of the fabric, and the need to increase the concentration of the binder will make the fabric feel worse. (3) Baking temperature and time have little influence on the printing performance of paint-printed fabrics, and the optimisation process for paint/disperse dye printing can be referred to.
Effect of disperse dye/paint homogenisation on the printing performance of polyester/nylon fabrics
The previous section briefly explored the application of paint printing on polyester/nylon fabrics, using a blend of paint and disperse dyestuff, demonstrating the feasibility of using the ‘micro printing’ technique for printing on polyester/nylon fabrics. In this section, the optimum mixing ratio of red, yellow and blue disperse dyestuffs with the same colour of paint will be explored for printing on polyester/nylon fabrics using the ‘micro printing’ process to examine the effect on the printing performance of polyester/nylon fabrics.
3.7.1 Performance of red disperse dye/red paint for homogenous printing
3.3.2 The printing process was used to control the total mass fraction of disperse dyes and coatings at 2%, the fixed binder T9 at 5%, the thickener PTF-S at 3% and the effect of varying the mass ratio of coating Red 201 to disperse Red MR (0:5, 1:4, 2:3, 3:2, 4:1, 0:5) on the printing performance (colour characteristic value, K/S value, colour fastness) of polyester/nylon fabrics. The results are shown in Table 3-12 and the effect on the bending stiffness and bending hysteresis moment of the fabric is shown in Figure 3-9.
From Table 3-12, it can be seen that: 1) Colour characteristic value and maximum absorption wavelength: the maximum absorption wavelength of Disperse Red MR and Coating Red 202 are different by 10nm, and the maximum absorption wavelength of Disperse Red MR/Coating Red 202 is the same as that of Coating Red 2.
02 is the same. The a-value of Disperse Red MR is greater than that of Paint Red 202, indicating that Disperse Red MR is more reddish.
(2) K/S and RF values: Comparing the K/S values of the fabrics before soaping, the colour depth of Disperse Red MR (10.88) is higher than that of Paint Red 202 (6.11), and the colour depth is highest when the mass ratio of Paint Red 202 to Disperse Red MR is 2:3 (K/S value of 11.23). The K/S values of the soap-washed fabrics showed a similar pattern of variation. The high RF values (0.94-0.97) and the low variation in RF values for both disperse dyes and paints indicate that the surface of the printed fabric does not show much colour floating.
(3) Colour fastness: Disperse Red MR has better dry/wet colour fastness (1 level higher) than Coating Red 202, but both have poor soap fastness (3 levels). Soaping improves the dry colour fastness of the fabric by about half a degree. When the ratio of paint to dye is 4:1 and above, the hand feel of the fabric is affected.
Table 3-12 Effect of Disperse Red MR/Coat Red 202 homogenous sizing on colour characteristic values, K/S values and colour fastness of fabrics

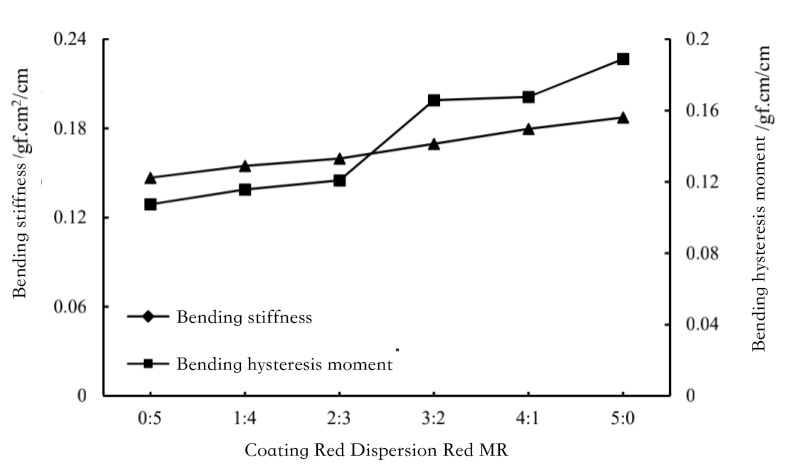
Fig. 3-9 Bending stiffness and bending hysteresis moment of dispersion red MR/painted red 202 homogeneous printed fabric
As can be seen from Figure 3-9: the ratio of disperse red MR to paint red 202 has little effect on the bending hysteresis moment of the fabric, but the greater the proportion of paint, the greater the bending stiffness of the fabric, indicating that the fabric is less soft, probably because the paint only relies on the binder and crosslinker on the surface of the fabric, while the disperse dye enters the interior of the fibre and has little effect on the feel of the fabric.
Therefore, the choice of coating red 202 and disperse red MR in the same stock printing, when the coating red 202 and disperse red MR quality ratio of 2:3, has a better printing performance, its K / S value is higher, and the colour fastness is better, the fabric feel is softer.
3.7.2 Performance of yellow disperse dyes and yellow paints for homogenous printing
3.3.2 The printing process was used to control the total mass fraction of disperse dyes and coatings at 2%, the fixed binder T9 at 5% and the thickener PTF-S at 3%, and the effect of varying the mass ratio of coating yellow 201 to disperse yellow MR (0:5, 1:4, 2:3, 3:2, 4:1, 0:5) on the printing performance (colour characteristic value, K/S value, colour fastness) of polyester/nylon fabrics. The results are shown in Table 3-13 and the effects on the bending stiffness and bending hysteresis moment of the fabric are shown in Figure 3-10.
From Table 3-13, it can be seen that 1) colour characteristic values and maximum absorption wavelengths: L for disperse yellow MR and paint yellow 201
The difference in ab values is not significant and the maximum absorption wavelength is 430 nm, i.e. the colour and light agreement between the two is good.
2) K/S values and RF values.
When comparing the K/S values of the fabrics before soaping, the colour depth of the disperse yellow MR (11.86) was higher than that of the paint yellow 20 1 (7.07), with a higher apparent colour gain and the highest RF value (0.91) when the mass ratio of paint yellow 201 to disperse yellow MR was 3:2. The K/S values of the soaped fabrics showed a similar pattern of variation.
(3) Colour fastness: the soap fastness of both coating yellow 201 and disperse yellow MR on polyester/nylon fabric printing is poor (<3 levels), but disperse yellow MR is much better than coating yellow 201 in the dry/wet state (about 2 levels difference), when the ratio of coating yellow 201 to disperse yellow MR is 3:2, the soap fastness of the fabric can reach 3-4 levels, and the rubbing fastness reaches 3 levels and above.
Table 3-13 Effect of dispersion yellow MR/paint yellow 201 on colour characteristic values and colour fastness of fabrics printed on the same stock
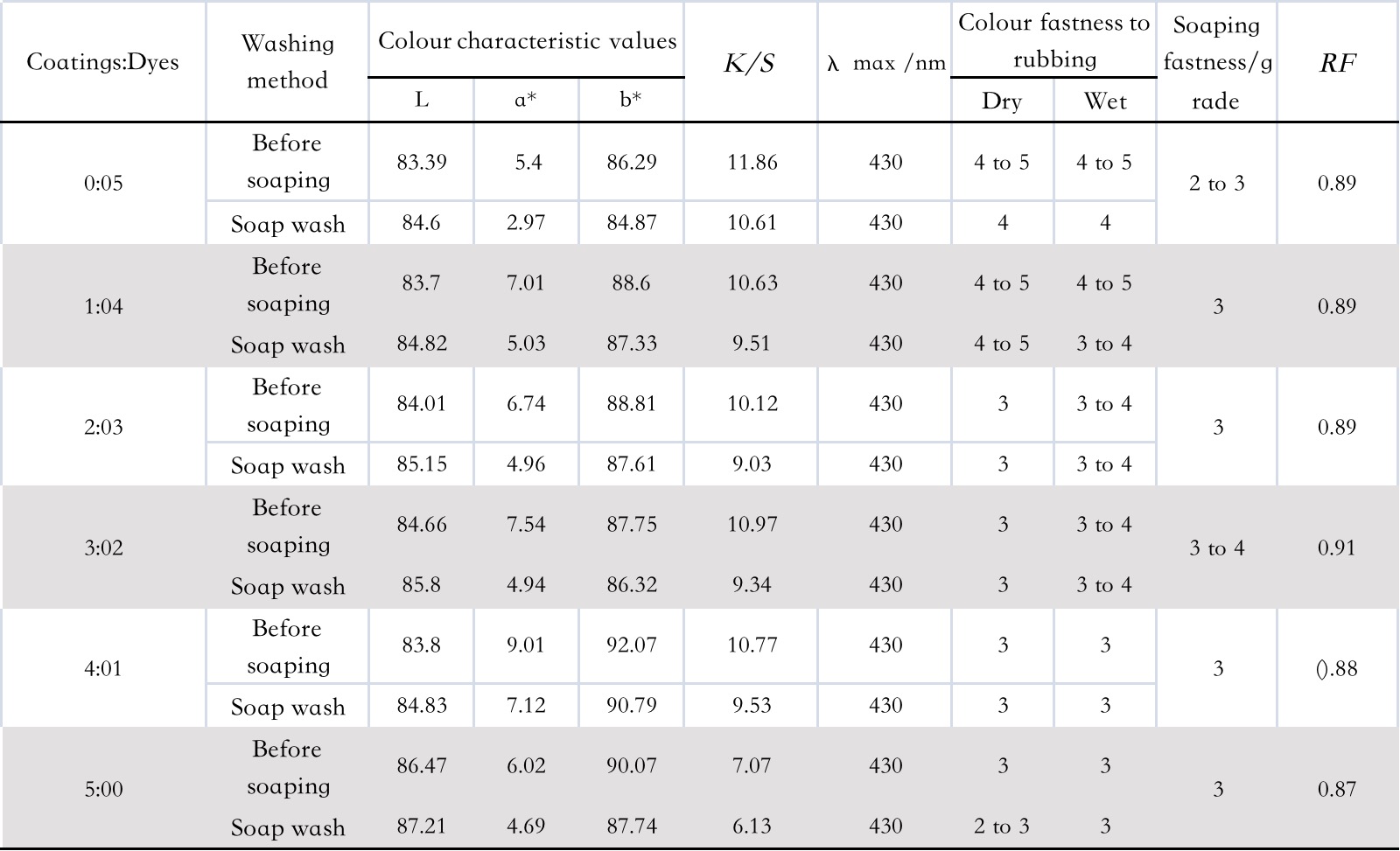
Fig. 3-10 Bending stiffness and bending hysteresis moment of fabrics printed with disperse yellow MR and paint yellow 201 blends
As can be seen from Figure 3-10: the bending stiffness and bending hysteresis moment of the printed fabric increases with the proportion of paint when dispersed yellow MR is blended with paint yellow 201, i.e. the presence of the paint component has some influence on the softness of the fabric.
Taking into account the colour yield, colour fastness and hand feel, when the ratio of coating yellow 201 to disperse yellow MR is 3:2, the fabric has better colour fastness, higher apparent colour yield and good hand feel, and better print performance than when both are used separately.
3.7.3 Performance of blue disperse dyes and blue paints for homogenous printing
The effect of varying the mass ratio of coating blue 203 to disperse blue MR (0:5, 1:4, 2:3, 3:2, 4:1, 0:5) on the printing properties (colour characteristic value, K/S value, colour fastness) of polyester/nylon fabrics was controlled using 3.3.2 printing process with a total mass fraction of disperse dye and coating of 2%, fixed binder T9 of 5% and thickener PTF-S of 3%. The results are shown in Table 3-14 and the effects on the bending stiffness and bending hysteresis moment of the fabric are shown in Figure 3-11.
(1) Colour characteristic values and maximum absorption wavelengths: a value is positive for disperse blue MR only, and negative for paint blue 203a only, indicating that there is a large difference in the colour phase between the two, with disperse blue MR being reddish and paint blue 203 being bluish. The maximum absorption wavelengths of the two are related by 10 nm and their blending ratio affects the maximum absorption wavelengths and also directly influences the colour change of the fabric after blending.
(2) K/S and RF values: The apparent colour of disperse blue MR is higher than that of paint blue 203, but when the mass ratio of paint blue 203 to disperse blue MR is 4:1, the K/S value of the fabric can also reach about 9. The RF value of the fabric becomes smaller and smaller as the paint ratio increases, which means that the floating colour of the paint blue 203 is higher on the surface of the fabric. Soaping or not had little effect on the colour yield of the fabric for both coating blue 203 and disperse blue MR.
(3) Colour fastness: Disperse Blue MR has better rubbing fastness on polyester/nylon fabrics (≥4), while Coating Blue 203 has poorer rubbing fastness (≤3). Both have poor soap fastness (<3), but when the mass ratio of coating blue 203 to disperse blue MR is 2:3 or 3:2, soap fastness of around 4 can be achieved.
As can be seen from Figure 3-11, the bending stiffness and bending hysteresis moment of the fabric after blending of disperse blue MR with paint blue 203 increased with the increase in the proportion of paint, i.e. the softness of the fabric became worse due to the presence of paint.
Therefore, a 2:3 or 3:2 ratio of Coating Blue 203 to Disperse Blue MR results in prints with better colour fastness, higher apparent colour depth and a better hand feel than when each is used separately.
In summary, the printing performance of the three dyestuffs (disperse red MR, disperse blue MR and disperse yellow MR) blended with three paints of the same colour family (paint yellow 201, paint red 202 and paint blue 203) shows that, in the right proportions, the blended dyestuffs give better printing performance than the single dyestuff or paint.
Table 3-14 Effect of disperse blue MR and paint blue 203 co-paste printing on colour characteristics and colour fastness of fabrics

Figure 3-11 Effect of disperse blue MR and paint blue 203 co-paste printing on fabric bending stiffness and bending hysteresis moment

Summary of this chapter
1, to explore the effect of NaOH dosage on the properties of polyester/nylon fabric, optimise the pretreatment process of polyester/nylon fabric as follows: fabric preparation → fiber opening (NaOH 12g/L, penetrant JFC 1g/L, bath ratio 1:30, heating to 110°C, heating rate 1°C/min, holding time 30min) → cold water washing → pickling (1g/L acetic acid solution) → cold water washing to neutral → drying (70 ℃). At this point the polyester/nylon fabric loses less weight and strength, has a better wool effect, is softer to the touch and the oligomers on the fibres are basically removed.
2. To optimize the printing process of disperse dyestuff for polyester/nylon fabrics, the effects of thickener, binder, baking temperature and baking time on the printing performance were investigated, and the following techniques were found to be suitable for printing on polyester/nylon fabrics.
Fabric → Printing → Drying (75°C × 2min) → High temperature roasting (170°C-185°C × 50s-70s) → (Soaping) → Washing (80°C × 15min) → Drying → Finished product.
Printing medium: synthetic thickener PTF-S 3.0%, binder FC650 1.0%, liquid disperse dye: 2%, the rest water.
3. Exploring the performance of coatings printed on polyester/nylon fabrics, the results show that
The greater the concentration of paint, the greater the apparent colour gain of the fabric, the more floating colours on the surface of the fabric, and the more resistant to wet and dry rubbing colours.
The fastness gradually deteriorates and the hand feels worse.
Drying time and temperature have little effect on the performance of the fabric after coating printing, and the lower the drying time and temperature the better from the perspective of energy saving and environmental protection.
(3) The use of paint in printing on polyester brocade has the disadvantage of light colour and poor colour fastness and feel, so try printing with liquid disperse dyes and paint in the same stock.
4. The effect of different ratios of paint to dye on the printing performance of polyester and nylon fabrics was investigated by blending red, yellow and blue disperse dyes with paint of the same colour and using the “micro printing” process.
When disperse dyes are used alone, the apparent colour yield and colour fastness of the polyester-blend fabric is low, but when the two are blended, e.g. with a 2:3 mass fraction ratio of paint red 202 to disperse red MR, paint yellow 201 to disperse yellow MR and paint blue 203 to disperse blue MR, and with a 2:3 or 3:2 mass fraction ratio of paint blue 203 to disperse blue MR, the print has better colour fastness, higher apparent colour depth and good hand feel than each other. The colour fastness, the apparent colour depth and the hand feel are better when printed with a 2:3 or 3:2 mass ratio of coating blue 203 to disperse blue MR than when each is used alone.
Study of flame retardant finishing of polyester/nylon fabrics
Introduction
Polyester/nylon fabrics are commonly used as decorative fabrics and are made up of polyester, nylon and polyester/nylon composite fibres. As a decorative fabric, the GB/T 17591-2006 Flame-retardant Fabrics specifies that decorative fabrics such as curtains, drapes, sofa covers and bedspreads must be flame-retardant.
Flame retardant polyester fibres can be modified by flame retardant modification of the original filament, surface modification and finishing methods, of which finishing methods are more widely used and can be adapted to the individual needs of customers. The post-finishing method uses adsorption and deposition, chemical bonding, non-polar van der Waals bonding and adhesion to fix the flame retardant on the fibre or fabric to produce a flame retardant effect.
Polyamide fibres are similar to ester fibres in that they can be modified with flame retardant finishing of the original filament. The flame retardant finishing of nylon fabrics is a simple process compared to the flame retardant modification of raw silk, easy to operate and flexible, and is therefore suitable for the development of new flame retardant products.
There are certain problems.
Charles et al. used a mixture of DMDHEU (trade name Freerez 900) and TMM (trade name Aerotex M-3) as a crosslinker and FR as a flame retardant to treat nylon 6 and nylon 66 fabrics. It was shown that when the FR-DMDHEU-TMM system was used for nylon 6 and nylon 66, the nylon fibres formed a durable flame retardant with the flame retardant FR at a dosage of 40%, due to the cross-linking of FR with TMM to form a polymeric mesh.
Compared to single polyester or nylon flame retardants, polyester/nylon fabrics are more complex and more difficult to flame retard; both polyester and nylon are synthetic fibres with thermoplastic properties and have certain commonalities in their combustion characteristics; the polyester/nylon fabrics used in this test have a higher polyester content, so flame retardants with a better flame retardant effect on polyester and nylon can be selected; however, the durability of flame retardants is still an issue worth studying, such as the selection of suitable binders or crosslinkers to enhance the washing resistance of flame retardants. However, the durability of the flame retardant is still an issue worth investigating, such as the selection of a suitable binder or cross-linking agent to enhance the washing resistance of the flame retardant.
Based on the above-mentioned ideas, the main research in this section includes: 1) Screening a suitable flame retardant for polyester/nylon fabrics among the existing flame retardants with good flame retardant effect on polyester and nylon, which not only has good flame retardant effect but also has less impact on the hand feel of the fabric. (2) Optimise the flame retardant process by using a suitable binder or cross-linking agent to improve the durability of the flame retardant and investigate the thermal and combustion properties of the flame retardant on polyester/nylon fabrics to provide a theoretical basis for the study of the flame retardant mechanism of polyester/nylon interweaves.
Experimental materials and apparatus
4.2.1 Fabrics and reagents
Polyester/nylon fabric, 87% polyester, 13% nylon, FDY 73.33 dtex x 177.78 dtex polyester/nylon composite, 100g/m2. Ltd.
| Pharmaceuticals | Level | Manufacturers | Remarks |
| LM480 | Industrial grade | Shanghai Kaiqi Industrial Development Co. | Flame retardants |
| CAN200 | Industrial grade | Guangzhou Yinrui Chemical Co. | Flame retardants |
| FLC | Industrial grade | Shanghai Shenzhi Chemical Co. | Flame retardants |
| FRC-1 | Industrial grade | Shanghai Youn Chemical Co. | Flame retardants |
| FRC-2 | Industrial grade | Zhejiang Juping Textile & Chemical Co. | Flame retardants |
| G029 | Industrial grade | Suzhou Ivy Import & Export Co. | Flame retardants |
| N13840 | Industrial grade | Shanghai Wangzhi Chemical Co. | Flame retardants |
| TA-84 | Industrial grade | Suzhou Ivy Import & Export Co. | Flame retardants |
| RM-340 | Industrial grade | Suzhou Ivy Import & Export Co. | Flame retardants |
| HMMM | Industrial grade | Sinopharm Chemical Auxiliaries Co. | Etherified hexahydroxymethyl Melamine resins |
4.2.2 Experimental apparatus
| Equipment name | Model | Manufacturers |
| Electronic balance d=0.01g | JJ200 | Changshu Shuangjie Testing Instrument Factory |
| Electric blast drying ovens | DHG-9146A | Shanghai Jing Hong Experimental Equipment Co. |
| Thermal gravimetry | Type G-80 | TA Instrument Corporation, USA |
| Fracture Strength Tester | INSTRON-3365 | Inster Corporation, USA |
| Scanning Electron Microscope | S-4800 | Hitachi, Japan |
| Microcalorimetry | FTT0001 | FTT UK |
| Pneumatic Rolling Stock | NH-450 | KYOTO, Japan |
| Whiteness meter | WSD-3U | Nanjing Jiangning District Fangshan Analytical Instrument and Equipment Factory |
| Horizontal and vertical combustion testers | CZF-3 | Nanjing Jiangning District Fangshan Analytical Instrument and Equipment Factory |
| Oxygen Index Tester | HC-2C | Nanjing Jiangning District Fangshan Analytical Instrument and Equipment Factory |
Experimental methods and test methods
4.3.1 Flame retardant processes
Preparation of flame retardant solution (x% of flame retardant, y% of HMMM) → 2 dip and 2 roll (90% of roll residual) → drying (75°C) → baking (z°C, t min) → washing → drying.
4.3.2 Combustion properties
Continued ignition, negative ignition time (s) and length of damage (cm): tested according to the standard “GB/T5455 .1997 Textile Burning Performance Test Vertical Method”.
Limit oxygen index (LOI value): The LOI values of polyester/nylon fabrics before and after flame retardant finishing are measured using the HC-2 oxygen index tester according to the standard GB/T5454 1997. The higher the LOI value, the better the flame retardancy of the polyester/nylon fabric, while the lower the LOI value, the easier it is to burn.
4.3.3 Tensile breaking strength and elongation at break
Determination of breaking strength (N) and elongation at break (%) of fabrics according to GB/T 39231 1997 on YG065H electronic fabric strength machine, dimensions of each specimen: 35cm long, 5cm wide, average value taken three times for each specimen, experimental temperature: 23±2°C, relative humidity: 65±5 %.
4.3.4 Whiteness
The specimens were folded into 4 layers and the WSD-3U fluorescence whiteness meter measured 4 times and the average value was taken.
4.3.5 MCC heat release rate test
A microcalorimeter FTT0001 was used to weigh milligram samples in a crucible and subject them to a mixed flow of gas (80% nitrogen, 20% oxygen) at a rate of 1°C/s. A 40 μL alumina crucible was used for the experiments, with a temperature range of 75-750°C.
4.3.6 Thermal performance tests
The TG curve is obtained by cutting and drying an appropriate amount of flame retardant fabric in a TA Instrument G-80 thermal weight loss tester with a nitrogen atmosphere and a temperature rise rate of 10°C/min and recording the mass of the sample versus temperature. The peak of the DTG curve is the maximum value of the rate of weight loss, which corresponds to the inflection point of the TG curve. These two curves are used in this chapter to analyse the temperature dependence of the sample mass.
4.3.7 Scanning Electron Microscopy SEM
The flame-retardant fabric was tested and analysed with the S-4800 scanning electron microscope to observe the surface morphology of the charcoal residue after burning.
Selection of flame retardants and investigation of flame retardant processes
4.4.1 Strength and flame resistance of fabrics in the warp and weft direction
The tensile properties, vertical burning and limiting oxygen index of polyester/nylon fabrics were tested in the warp and weft directions respectively, and the difference in properties between polyester/nylon fabrics in the warp and weft directions was compared.
Table 4-1 Performance differences between warp and weft of polyester/nylon fabrics

This is because when the polyester/nylon fabric is burning, the ignition point of nylon is around 530°C and the melting point is 215°C-253°C. The melting point of polyester is 256°C and the ignition point is 450°C. When high temperatures are encountered, the nylon components melt rapidly, making the polyester/nylon fabric contact with the flame When exposed to high temperatures, the nylon component melts rapidly, causing the polyester/nylon fabric to melt and curl rapidly in contact with the flame, resulting in insufficient temperature to produce an open flame, so there is no negative ignition time and no renewal time. The length of damage in the warp direction is less than in the weft direction, while the LOI value is slightly higher than in the weft direction. The breaking strength in the warp direction is 880.12 N and the breaking strength in the weft direction is 355.34 N. This shows that the breaking strength in the warp direction is significantly higher than in the weft direction and that the elongation at break is also higher in the warp direction than in the weft direction. The reason for the large difference in performance between the warp and weft directions of the polyester/nylon fabric is that the polyester/nylon upholstery fabric is made of an interwoven polyester/nylon composite fibre, with the warp yarn being a plain polyester fibre and the weft yarn being a polyester/nylon composite microfibre. In view of the fact that the weft direction of polyester/nylon fabrics is less flame-retardant than the warp direction, the weft direction of polyester/nylon fabrics is used as an indicator of flame-retardant performance in this chapter in order to evaluate the flame-retardant effect in a better way.
4.4.2 Selection of flame retardants for polyester/nylon fabrics
Nine flame retardants (LM480, CAN200, FLC, FRC-1, FRC-2, G029, N13840, TA-84, RM-340) were selected for use on polyester and nylon. The flame retardants were screened for their suitability for the flame retardant finishing of polyester/nylon fabrics. The test results are shown in Table 4-2.
Table 4-2 Flame retardant properties of different flame retardants (polyester/nylon fabrics)
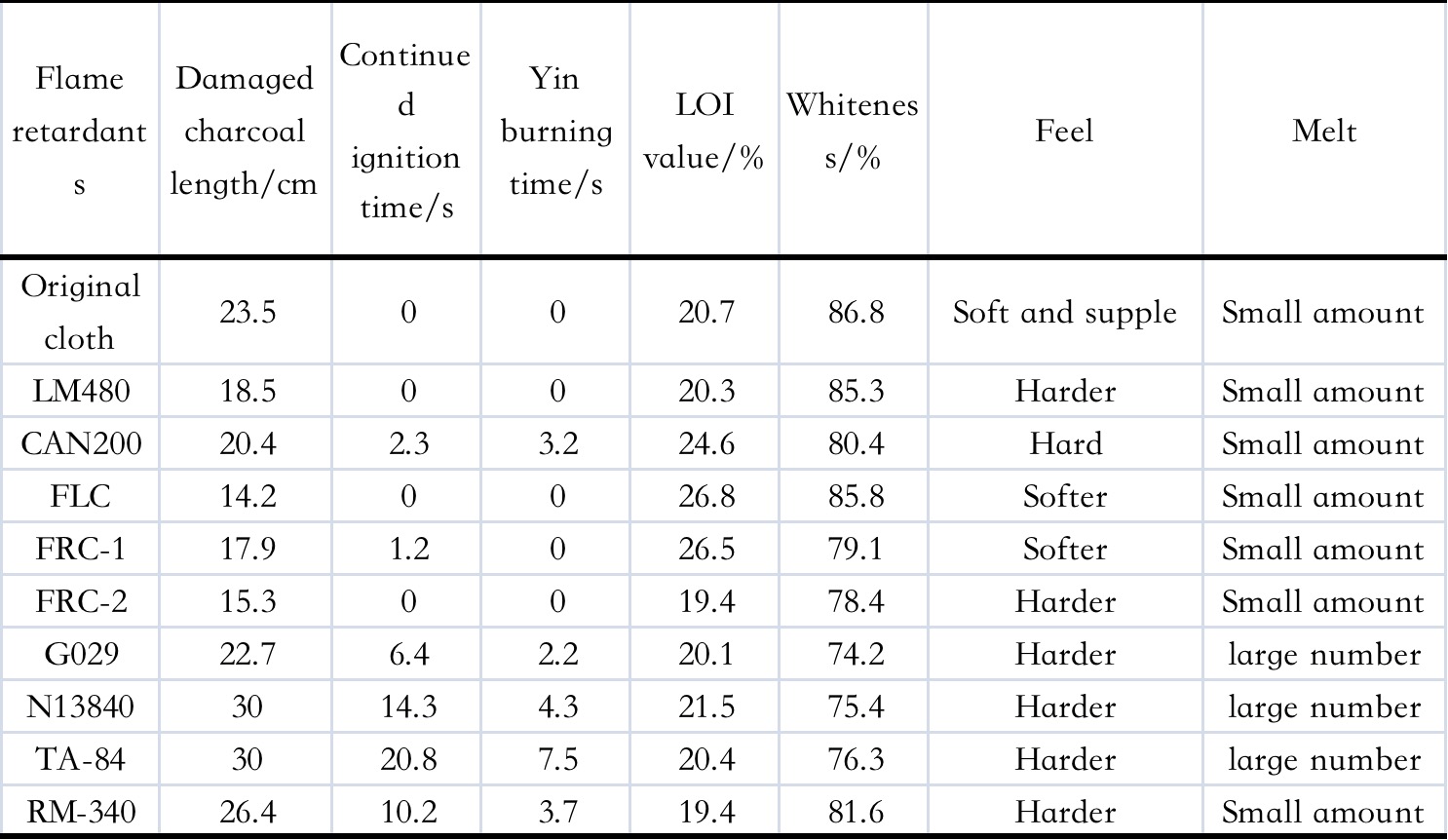
(1) Burning performance: The char lengths of the four flame retardants (LM480, FLC, FRC-1 and FRC-2) have all decreased compared with the original fabric, indicating a certain flame retardant effect, and the char lengths of two of the flame retardants (FLC and FRC-1) are both less than 15cm, reaching B1 level. The LOI values of FLC and FRC-1 were both close to 27%, which was about 7% higher than the LOI value of the original fabric, thus improving the flame retardant performance of the fabric. This is probably due to the fact that FLC and FRC-1 are both cyclic phosphate ester flame retardants, which are more suitable for use in polyester fabrics, and these flame retardants are environmentally friendly, non-halogen, low smoke and low toxicity, and have greater potential for development [116]. The high proportion of polyester in polyester/nylon fabrics makes it a suitable flame retardant for polyester fabrics and more suitable for the polyester/nylon fabrics used in this test. The other five flame retardants (G029, FRC-2, N13840, T A-84 and RM-340) did not improve the flame retardancy of the polyester/nylon fabrics, but even had an accelerating effect, and the melt dripping was more severe. This is probably due to the fact that these flame retardants are more suitable for the flame retardancy of single fabrics, whereas the combustion of chemical fibres, especially interwoven fabrics, is more complex.
(2) Whiteness: the whiteness of the LM480 and FLC finished fabrics is basically unchanged (less than 2% difference from the original fabric); the whiteness of the CAN200, FRC-1 and FRC-2 finished fabrics does not change much (2% -10% difference from the original fabric); the whiteness of the G029, N13840 and TA-84 finished fabrics is larger than the original fabric (higher than 10%).
(3) Handfeel and melt drip: With the use of post-finishing flame retardants, some of the flame retardants have a greater impact on the handfeel of the fabric. When five flame retardants (LM480, C AN200, FLC, FRC-1 and FRC-2) were used to finish the fabrics, the melt drops during burning were less, while the other four flame retardants
(G029, N13840, TA-84, RM-340) Finished fabrics with more melt drops when burning.
Taking into account the flame retardant effect, whiteness, hand feel and the amount of melt drops, the flame retardant FLC is more suitable for use on polyester/nylon fabrics, with a damaged char length of 14.2 cm, a B1 rating, no negative ignition and no renewal time, a higher LOI value (26.8%) than the original fabric, and no effect on the hand feel of the fabric, as well as fewer melt drops.
Optimisation of flame retardant processes
4.5.1 Effect of flame retardant concentration on flame retardant properties
The effect of different concentrations of flame retardant (1 0%, 15%, 20%, 25%, 30%) on the flame retardant effect of the fabric was investigated using the flame retardant FLC at a fixed baking temperature of 160°C and a baking time of 2min, and the results are shown in Table 4-3.
As can be seen from Table 4-3: As the mass fraction of flame retardant increases, the whiteness of the fabric basically remains the same and the length of damaged char decreases, and at a dosage of 15%, the length of damaged char is 14.7cm, reaching B1 level; however, when the mass fraction is not less than 15%, the increase in flame retardant dosage does not increase the flame retardant effect significantly; at a dosage of 30%, the length of damaged char of the fabric (14.2cm) is only 0.5cm less than at a dosage of 15%. The LOI value at 15% is 28.2%, which is a flame retardant condition. The change in LOI value is small when the amount of flame retardant is increased, but the feel of the fabric gradually becomes harder as the amount of flame retardant increases.
This is probably due to the fact that polyester and polyamide fibres have fewer reactive groups, so that the flame retardant binds to them mostly by van der Waals forces, hydrogen bonds, etc., resulting in less flame retardant binding to polyester or nylon fibres. At high temperatures, the flame retardant FLC enters partially into the polyester fibres, but remains mostly adherent to the surface of the fibres, and due to the presence of the nylon component, the flame retardant is mostly only physically adsorbed onto the fabric.
Taking into account the flame retardant effect and the feel of the fabric, a dosage of 15% of the flame retardant FLC is optimal.
Table 4-3 Effect of flame retardant dosage on the flame retardancy of fabrics
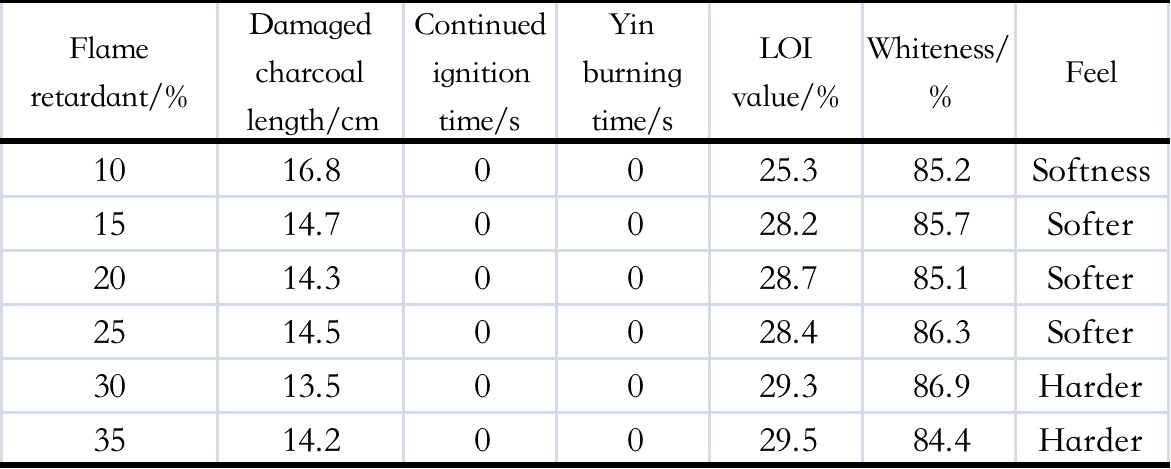
4.5.2 Water washing resistance of flame retardants
The flame retardant FLC is used to condition polyester/nylon fabrics, partly inside the fibres and mostly on the surface of the fibres. It is necessary to rely on the action of crosslinkers and binders to form a wash-resistant film on the fibre surface of the polyester/nylon fabric to improve the wash fastness of the flame retardant.
Melamine formaldehyde resin[116] (MF) is often used as a binder for flame retardants. It is characterised by the fact that the monomeric primer of the resin is soluble in water or certain solvents and can react with fibre molecules after high temperature baking or form a net-like polymer in the interstices of the fibres[117] , thus forming a coating for the flame retardant and improving its resistance to washing. The higher nitrogen content can be combined with some phosphate ester flame retardants to form a phosphorus-nitrogen synergy effect, thus increasing the flame retardant effect. However, its use is limited by the problem of formaldehyde in the process.
HMMM (etherified hexahydroxymethyl melamine resin) is a thermosetting resin that not only reacts with the hydroxyl groups of fibrous molecules during baking to form a stable three-dimensional spatial network, but also produces a low formaldehyde content and a large amount of N elements that form a phosphorus-nitrogen synergy with FLC (phosphate ester) flame retardants, making it a good choice. HMMM was used as a binder to investigate the effects of using it together with flame retardants on flame retardancy and washing resistance.
The effect of different concentrations of HMMM on the flame retardant effect was investigated by fixing the flame retardant FLC at 15%, baking temperature at 160°C and baking time at 2 min, using process 4.3.1.
Table 4-4 Effect of HMMM dosage on the flame retardancy of fabrics

As can be seen from Table 4-4: 1) without HMMM: fabric damage char length 14.5cm and LOI value 26.8%.
(2) 10% HMMM: the flame retardant effect is obviously improved, the length of damaged char is reduced to 10.6cm, reaching class B1, the LOI value reaches 28.8%, reaching the flame-retardant condition, does not affect the whiteness of the fabric and has less impact on the feel of the hand, less melt drops.
(3) 20%-40% HMMM: the change in damaged char length (11.5cm-13.2cm) and LOI value (28.5%-28.9%) is not significant and does not affect the fabric whiteness, the fabric becomes stiffer to the touch.
This means that the use of HMMM has no effect on the whiteness of the fabric and improves the flame resistance of the fabric, but a higher dosage (>10%) does not improve the flame resistance of the fabric and makes the fabric feel poor. The optimum amount of resin HMMM is therefore 10%. The fabric samples of the original fabric (a), the 15% FLC treatment (b), the 15% FLC and the 10% HMMM treatment (c) are shown in Figure 4-1 after the vertical burn test. As can be seen from Figure 4-1, the damage length of fabric sample c is shorter than that of fabric sample b, and the amount of residual char in the fabric has increased, indicating that the flame resistance of the fabric has been improved.
Fig. 4-1 Effect of HMMM on damaged carbon length of polyester/nylon fabrics
The fabric treated with 10% HMMM was impregnated in 2 g/L soap solution with a bath ratio of 1:50, shaken at 40°C for 10 min and washed in water for 2 min, i.e. a wash was completed.
As can be seen from Table 4-5, with the amount of HMMM at 10% and the amount of flame retardant at 15%, the damaged carbon length after 5 washes was 13.7cm and the LOI value was 27.4%, reaching B1 level; after washing the fabric without HMMM, the damaged carbon length was 16.4cm and the LOI value was 23.5%, and the flame retardant effect was reduced. After 10 washes, the char length of the fabric with HMMM was 14.3cm and reached B1 level with a LOI value of 26.8%, but the char length of the fabric without HMMM was 20.4cm and the LOI value was 21.4%, which basically lost the flame retardant effect.
HMMM therefore enhances the flame retardancy and durability of the fabric and is best used at 10%.
Table 4-5 Effect of number of washes on the flame retardancy of fabrics

4.5.3 Effect of baking temperature and time on flame retardancy
The flame retardant FLC was fixed at a mass fraction of 15% and the etherified hexahydroxymethyl melamine resin was fixed at 10%.
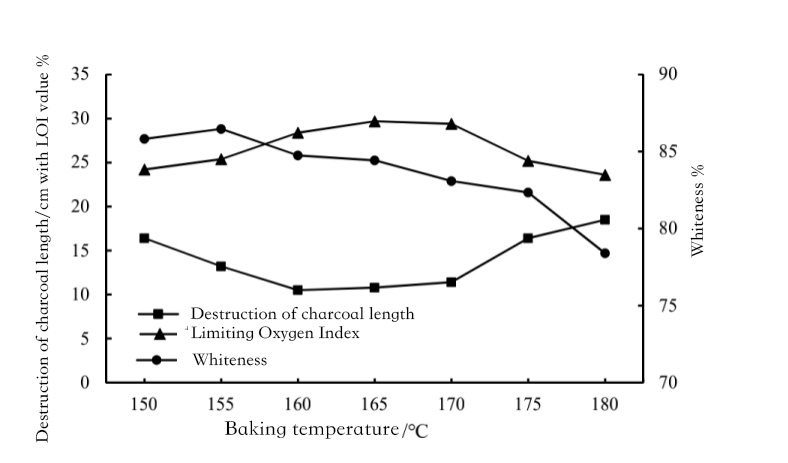
Fig. 4-2 Effect of baking temperature on flame retardancy and fabric whiteness
(1) Loss of char length and LOI value: when the baking temperature is 150°C-160°C, the loss of char length of polyester/nylon fabric decreases from 16.4cm to 10.5cm, and the flame retardant effect becomes better; between 160°C and 170°C, the loss of char length is below 11cm, and the flame retardant effect is best at B1 level; above 170°C the loss of char length increases again to 18.5cm, and the flame retardant effect becomes worse. Above 170°C the length of damaged char increases to 18.5cm and the flame retardant effect becomes worse. The LOI value tends to increase and then decrease as the temperature rises, and at 160°C-170°C the LOI value is above 28%, which is considered a flame retardant fibre.
This is probably due to the fact that between 160°C and 170°C, polyester is in a highly elastic state and the chain segments of the macromolecules are more mobile, allowing the flame retardant to enter more into the amorphous zone of the fabric.
The decomposition of the flame retardant leads to less binding of the flame retardant to the fabric and a poorer flame retardant effect.
(2) Whiteness: the whiteness of the fabric tends to decrease as the baking temperature rises (85.8%-78.4%), this is because nylon is not resistant to high temperatures and too high temperatures can lead to yellowing.
Therefore, a baking temperature of 160°C was considered.

Fig. 4-3 Effect of baking time on the flame retardancy of fabrics
(1) Length of destroyed char and LOI value: from 1min to 2min, the length of destroyed char of the fabric decreased from 17.5cm to 10.3cm, and the LOI value increased from 24.3% to 29.1%, so the flame retardant property became better. The flame retardancy decreased from 29.1% to 25.9%. This is probably due to the fact that the longer the baking time, the more time the flame retardant has to penetrate into the fibre and the more time HMMM has to cross-link with the fibre molecules at high temperatures, resulting in a better flame retardancy.
(2) Whiteness: As the drying time increases, the whiteness of the fabric decreases from 85.0% to 81.25%, probably because the longer the drying time, the nylon component is not resistant to high temperatures, resulting in a more serious decrease in the whiteness of the fabric.
Therefore, a baking time of 2 min and a baking temperature of 160°C resulted in a good flame retardant effect (damaged char length below 11 cm, LOI value above 29) and a small decrease in whiteness (>84).
Analysis of the effect of flame retardant finishing on fabric properties and flame retardant mechanism
The polyester/nylon fabric was finished with 15% flame retardant and 10% HMMM according to 4.3.1. The performance of the fabric before and after the flame retardant was compared and the flame retardant mechanism was analysed.
4.6.1 Tensile properties
The results of the tests for strength at break and elongation at break in the warp and weft directions for polyester/nylon fabrics with and without flame retardant finishing are shown in Table 4-6.
As can be seen from Table 4-6, the strength of the polyester/nylon fabric decreased by 4.5% in the weft direction and by 7% in the warp direction after the flame retardant finishing. This change is probably due to the fact that the high temperature baking during the flame retardant finishing process causes the nylon component to become brittle, resulting in a reduction in strength. Before and after finishing, the weft elongation at break increased by 4.07% and the warp elongation at break increased by 0.88%.
Table 4-6 Tensile properties of flame retardant polyester/nylon fabrics before and after finishing in warp and weft directions
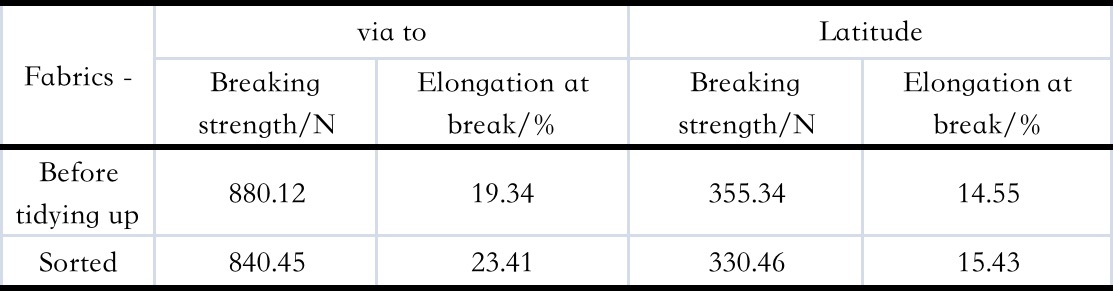
4.6.2 DTG-TG analysis and flame retardant mechanism
The TG curves of polyester/nylon fabrics before and after flame retardant finishing are shown in Figure 4-4 and the DTG curves in Figure 4-5. The heat loss rate, the maximum heat release rate and the carbon residue rate in the TG-DTG graphs of polyester/nylon fabrics before and after finishing are analysed in Table 4-7.
As can be seen from Figure 4-4 and Table 4-7, the shape of the TG curves of the fabrics before and after the flame retardant treatment are more or less the same, with the differences being the initial decomposition temperature (at 5% weight loss), the maximum weight loss rate and the residual carbon rate at 700°C. The polyester/nylon fabric without flame retardant finishing has an initial decomposition temperature of 371.1°C, a maximum thermal weight loss rate at 437.1°C, a mass loss of 91.5% at 70°C and a carbon residue content of 8.5%. In contrast, the decomposition temperature of the flame-retardant treated polyester/nylon fabric was advanced to 314.38°C, the maximum heat loss rate was advanced to 357.3°C and the residual carbon content was up to 15.7%.
There are three main stages in the thermal weight loss process of polyester/nylon fabrics without flame retardant finishing.
1) At temperatures below 100°C, mainly evaporation of water from the fabric.
(2) The second phase starts at around 400°C, which is caused by the beginning of the decomposition of the polyester/nylon fabric, a process that results in a rapid decrease in the quality of the fabric.
(3) The third stage starts at around 450°C, where the fabric quality remains essentially unchanged, and is caused by the oxidation of the low charring residue of the polyester/nylon fabric.
The thermal weight loss of a flame-retardant-finished polyester/nylon fabric is divided into four main stages.
1) From 100°C, the water in the fabric starts to evaporate and the fabric quality changes slightly.
(2) The second stage is advanced to 314.3°C, because the flame retardant starts to decompose. As the flame retardant is a phosphoric
acid ester flame retardant, the decomposed phosphoric acid further polymerises to form polyphosphoric acid[118] , which easily dehydrates and carbonises the polymer, forming a carbon layer on the surface of the fabric, acting as a heat insulation, oxygen barrier and smoke suppression, and preventing the generation of molten droplets. At the same time, the decomposition of the etherified hexamethylene melamine resin releases a large amount of non-combustible gases such as NH3 and N2, which also dilute the concentration of combustible gases on the surface of the burning material, accompanied by a gas-phase flame retardant effect.
(3) The third stage is the rapid decomposition stage, 370°C – 460°C, during which the fabric quality decreases rapidly.
(4) The fourth stage occurs at around 470°C and is the oxidation of the carbonised residue, as with polyester/nylon fabrics without flame retardant finishing.
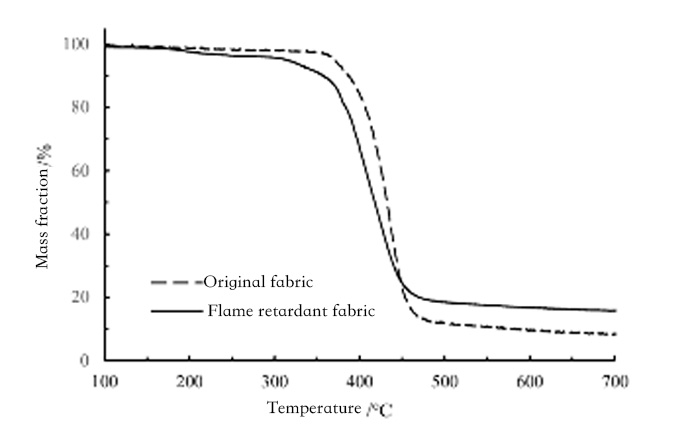
Figure 4-4 TG curves of polyester/nylon fabrics before and after finishing
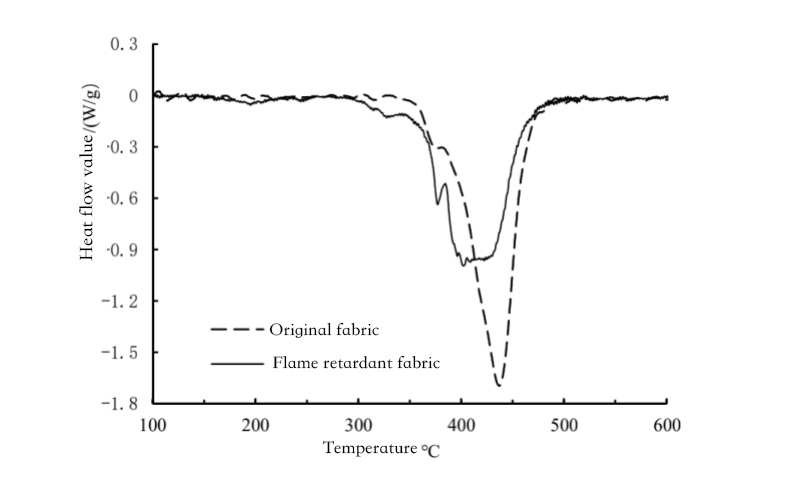
Fig. 4-5 DTG curves of polyester/nylon fabrics before and after finishing
Table 4-7 Thermal weight loss temperature and maximum heat release rate before and after flame retardant finishing of polyester/nylon fabrics

As can be seen from Figure 4-5 and Table 4-7, the DTG curve and the TG curve are the same at the onset of decomposition temperature, and the D TG curve shows that the peak heat loss rate of the polyester/nylon fabric without flame retardant finishing occurs at 437°C with a decomposition rate of 1.69 W/g. The peak heat loss rate of the polyester/nylon fabric without flame retardant finishing occurs at 401.7°C, which is not only a temperature advance but also a much lower decomposition rate of 0.99 W/g than that of the polyester/nylon fabric without flame retardant finishing (1.69 W/g). The rate of decomposition was 0.99 W/g, which was much lower than the rate of decomposition of the polyester/nylon fabric without flame retardant (1.69 W/g). This means that the rate of decomposition of the flame retardant-finished fabric is slower during combustion, which is beneficial for flame retardancy. The main reason for the lower rate of decomposition is that the phosphorus element of the flame retardant decomposition forms a very viscous, non-volatile and stable compound, metaphosphoric acid, which covers the surface of the burning material at this temperature and also prevents the fabric from coming into contact with oxygen. The phosphorus containing flame retardant, together with the nitrogen containing etherified melamine resin, promotes the carbonisation reaction, resulting in a significant phosphorus-nitrogen synergistic flame retardancy.
As a result, the maximum heat loss rate of the polyester/nylon fabric after the flame-retardant finishing is lower than that of the unfinished fabric and the temperature at which the maximum heat loss rate is reached is reduced, resulting in a 7.2% increase in the carbon residue rate and a significant flame-retardant effect.
4.6.3 Microcalorimetric analysis
The Heat Release Rate (HRR) of a material during combustion, i.e. the amount of heat released per unit time of combustion, is the most important fire parameter for characterising the combustion risk of a material in a fire. As a result, various instruments and methods for determining the heat release rate of materials have emerged in recent years[120] . Microcalorimetry is a new, rapid instrument that requires only a few milligrams (mg) of specimen and uses thermal analysis to detect the relevant chemicals released by burning materials and to exclude physical factors that are not relevant to the outcome of the combustion test, such as expansion, dripping and shading [121].
The heat release rate (HRR) curves for polyester/nylon fabrics before and after the flame retardant finishing are shown in Figure 4-6. The heat release capacity (HRC), total heat release (THR), maximum heat release rate (pHRR) and temperature corresponding to the maximum heat release rate (TpHRR) of the relevant combustion data are shown in Table 4-8.
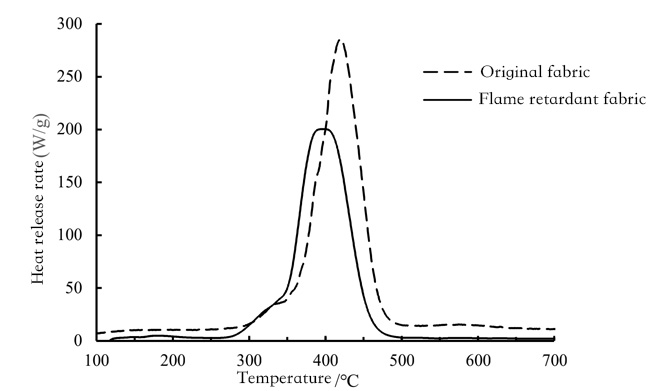
Figure 4-6 Microcalorimetric analysis of polyester/nylon fabrics before and after flame retardant finishing
Table 4-8 Burning data of polyester/nylon fabrics under microscopic conditions before and after flame retardant finishing
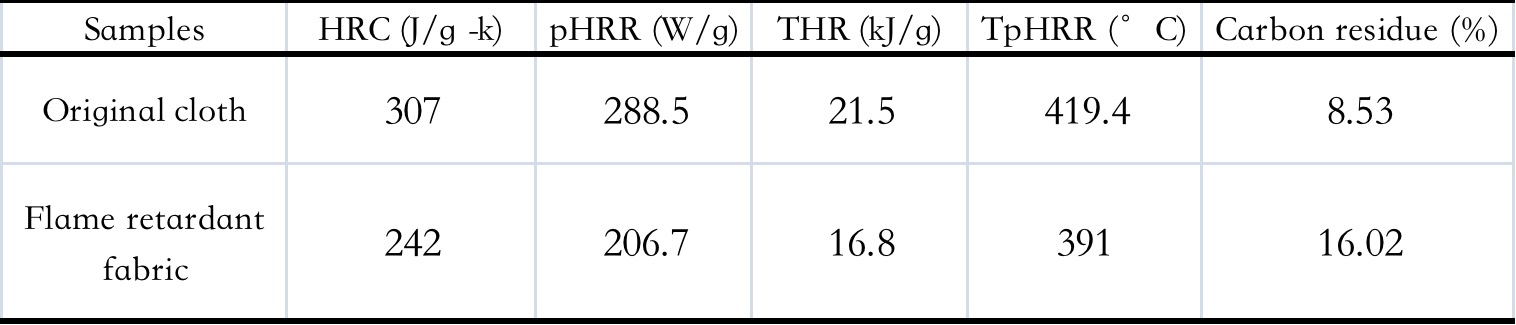
As can be seen from Figure 4-6 and Table 4-8, the heat release rate of polyester/nylon fabrics with flame retardant finishing has changed significantly, with the peak heat release rate decreasing from 288.5 W/g to 206 W/g compared to polyester/nylon fabrics without flame retardant finishing, and the total heat release rate (THR) of flame retardant finished fabrics also decreasing from 21.5 kJ/g to 16.8 kJ/g. This indicates that the total heat release of the polyester/nylon fabric has been reduced after the flame retardant finishing, and that the intensity of heat release during combustion has been effectively suppressed, reducing the fire risk.
4.6.4 Scanning Electron Microscopy (SEM)
A scanning electron microscope S-4800 was used to observe the surface morphology of the residue after burning of polyester/nylon fabrics without flame retardant finishing and polyester/nylon fabrics with flame retardant finishing, see Figure 4-7.
As can be seen from Figure 4-7, the surface of the combustion residue of the original fabric is relatively compact, smooth, smooth and continuous, and there are fewer holes, which is due to the fact that the combustion residue of the fabric contains a large number of fibres that have not been completely burned and the products of the melting and re-curing of the fabric, as well as some residual charcoal, which can be further burned. This is because of the synergistic effect of nitrogen and phosphorus formed during the combustion and decomposition of the phosphate ester and the etherified hexahydroxymethyl melamine resin, which produces a large amount of residual char. These swollen and porous coke layers can block the contact between oxygen and combustible materials and improve the flame retardant effect of the fabric.
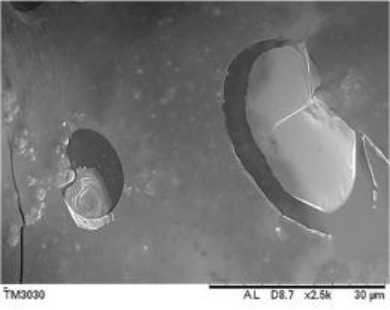
Original cloth
Flame retardant finishing
Fig. 4-7 Charcoal residue after burning of fabrics before and after flame retardant finishing
4.6.5 Effect of flame retardant finishes on fabric printing properties
Five disperse dyes (yellow 163, orange 30:3, blue 284:1, blue 60, red 135) were printed on polyester/nylon fabric with a flame retardant finish. The RF, ∆c and ∆Ecmc of the fabric before and after the flame retardant finishing were calculated using the fabric without flame retardant finishing as the standard sample.
Table 4-9 Effect of flame retardant finishes on the properties of printed fabrics
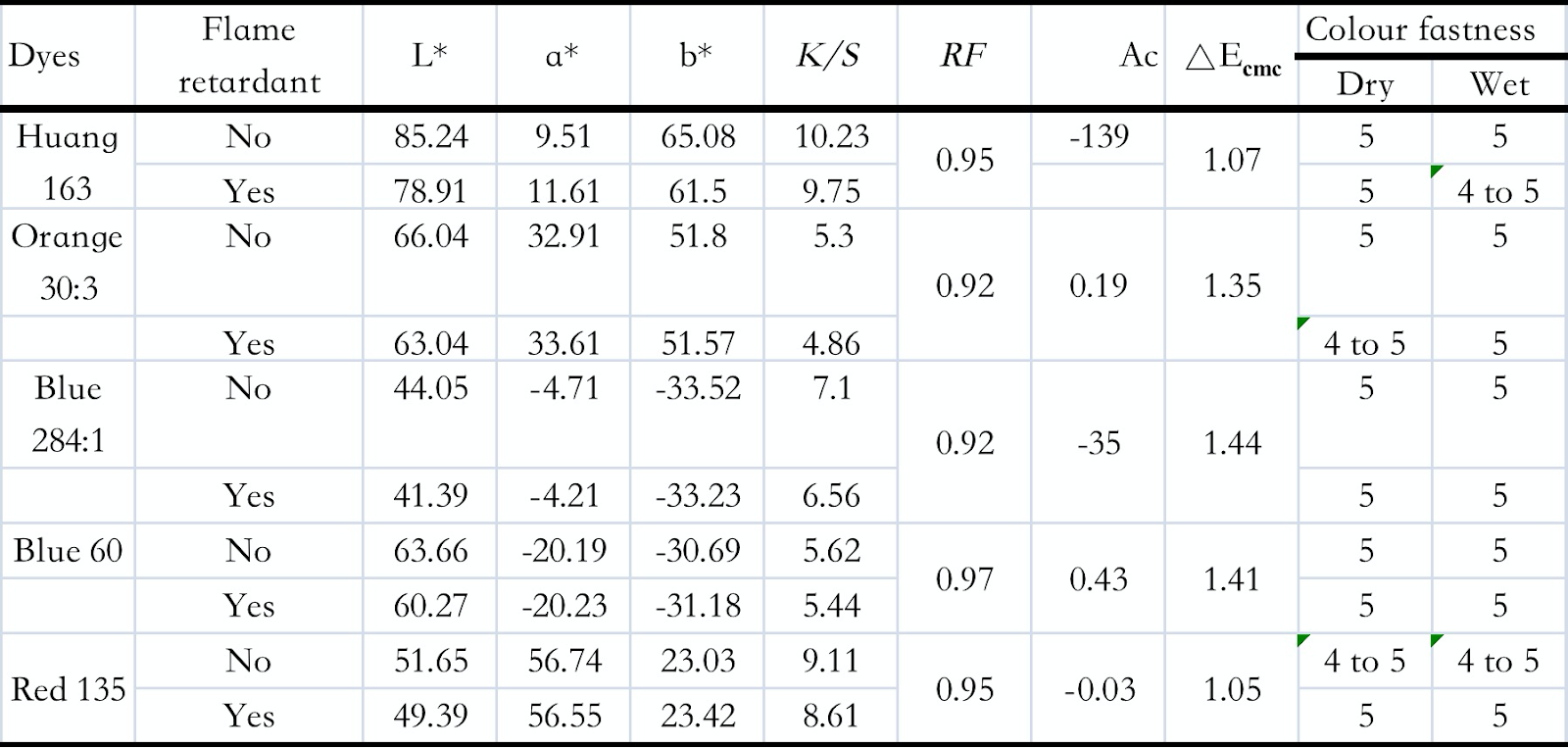
(1) Colour difference: Flame retardant finishes on five disperse dyes (yellow 163, orange 30:3, blue 284:1, blue 284:1, blue 284:1, blue 284:1).
(blue ≥ 30, red 135) the colour difference of the printed fabric is largely unaffected (-2 < ∆c < 2 , 0 < ∆Ecmc < 2).
(2) K/S and RF values: The RF values of the five disperse dyestuff printed fabrics were not lower than 0. 9 after the flame retardant finishing, indicating that the flame retardant finishing had little effect on the apparent colour yield of the fabrics after the printing of the five dyestuffs.
(3) Colour fastness to rubbing: The wet colour fastness to rubbing of the fabric after printing with disperse yellow 163 was reduced by 0.5 level, the dry colour fastness to rubbing of orange 30:3 was reduced by 0.5 level, while the other three dyes (blue 284:1, blue 60, red 135) showed no change in colour fastness to rubbing. The colour fastness to rubbing (dry and wet) of the five disperse dyestuffs printed on polyester/nylon fabrics with a flame retardant finish was not lower than 4-5, indicating that the flame retardant finish had little effect on the colour fastness to rubbing of the fabrics.
In conclusion, the flame-retardant finishing had essentially no effect on the print properties (colour characteristic values, K/S values, rubbing fastness) of the five dyestuffs (yellow 163, orange 30:3, blue 284:1, blue 60, red 135).
Summary of this chapter
1. The flame retardant FLC is more suitable for use in polyester/nylon fabrics, with a dosage of 15%, the finished fabric has a smaller damaged carbon length, no negative combustion and continuous combustion time, the oxygen index is also higher than the original fabric, does not affect the feel and whiteness of the fabric and has fewer melt drops.
2、When the amount of HMMM is 10% and the amount of FLC is 15%, the fabric still has good flame retardant properties after 10 washes.
3. The optimised flame retardant process is: preparation of flame retardant liquid (15% flame retardant, 1 0% HMMM) → two dips and two rolls (90% roll residual) → drying (75°C) → baking (160°C, 2 min) → washing → drying.
4. The breaking strength of the fabric in the warp and weft directions is reduced after the flame retardant finishing, the elongation at break in the warp and weft directions is increased, and the whiteness is basically unchanged.
5. The maximum heat loss rate of polyester/nylon fabric after flame retardant finishing is smaller than that of unfinished fabric, the temperature at which the maximum heat loss rate is reached is reduced, the maximum heat release rate and the total heat release amount are reduced, the residual carbon rate is increased, and the flame retardant effect is obvious
6. The best process for printing on polyester/nylon fabrics using disperse dyestuffs. The flame retardant finishing has basically no effect on the printing properties (colour characteristic values, K/S values, rubbing fastness) of the five disperse dyestuffs (disperse yellow 163, disperse orange 30:3, disperse blue 284:1, disperse blue 60, disperse red 135) on polyester/nylon fabrics.
Conclusion
1. The printing performance of 41 home-made liquid disperse dyes was investigated using the “micro printing” technique. The dyestuffs with good printing performance on polyester and nylon fabrics were screened and an attempt was made to explain the differences in the performance of disperse dyestuffs on different fibres in terms of molecular forces.
Thirteen of the 41 disperse dyes (orange 30:3, orange 44, red 86, red 885, yellow 163, yellow 4,063, blue 183, blue 183:1, blue 60, green 9, violet 63, violet 93, brown 19) were selected as suitable for printing on polyester/nylon fabrics. Four of the dyes (red 885, orange 30:3, orange 44, purple 93) need to be soaped after printing to remove the surface colour and improve colour fastness. The other 9 dyes (red 86, yellow 163, yellow 4063, blue 183, blue 183:1, blue 60, green 9, purple 63, brown 19) require only a hot water wash after printing to give the fabric a good colour fastness, thus eliminating the need for soaping and achieving energy savings.
The interaction of disperse dyestuffs with polyester and nylon is complex, as nylon fibres are mainly bound to the dye by dipole and hydrogen bonds, while polyester is mostly bound to the dye molecules by dispersion forces. When the repulsive or absorptive force of the total potential energy of the dye molecules is increased, it is favourable for the dyestuff to bind to the nylon fibres and for the colour fastness to be improved.
2, to explore the influence of NaOH dosage on the properties of polyester/nylon fabric, optimise the pretreatment process of polyester/nylon fabric as follows: fabric preparation → fiber opening (NaOH 12g/L, penetrant JFC 1g/L, bath ratio 1:30, heating to 110°C, heating rate 1°C/min, holding time 30min) → cold water washing → pickling (1g/L acetic acid solution) → cold water washing to neutral → drying (70 ℃). At this point the polyester/nylon fabric loses less weight and strength, the wool effect is better, the feel is softer and the oligomers on the fibres are basically removed.
3. To optimize the printing process of disperse dyestuff for polyester/nylon fabrics, the effects of thickener, binder, baking temperature and baking time on the printing performance were investigated, and the following techniques were found to be suitable for printing on polyester/nylon fabrics.
Fabric → Printing → Drying (75°C × 2min) → High temperature roasting (170°C-185°C × 50s-70s) → (Soaping) → Washing (80°C × 15min) → Drying → Finished product.
Printing medium: Synthetic thickener PTF-S 3.0%, binder FC650 1.0%, liquid disperse dye: 2%, remainder in water.
4、The performance of coatings printed on polyester/nylon fabrics was investigated and the results showed that.
The greater the concentration of the paint, the greater the apparent colour gain of the fabric, the more colour floats on the surface of the fabric and the colour fastness to wet and dry rubbing becomes progressively worse and the feel of the fabric becomes worse.
Baking time and temperature have little effect on the performance of the fabric after coating printing, and the lower the baking time and temperature the better from the point of view of energy saving and environmental protection.
(3) The use of paint in printing on polyester brocade has the disadvantage of light colour and poor colour fastness and hand feel.
5. The effect of different ratios of paint to dye on the printing performance of polyester and nylon fabrics was investigated by blending disperse dyes of red, yellow and blue with paint of the same colour and using the “micro printing” process.
However, when the two dyes are blended in a 2:3 mass fraction ratio of paint red 202 to disperse red MR, paint yellow 201 to disperse yellow MR and paint blue 203 to disperse blue MR, the colour fastness of the printed fabric is better than when the two dyes are blended individually, with a 2:3 or 3:2 mass fraction ratio. The colour fastness, the apparent colour depth and the good hand feel of the print are better than when each is used alone.
6. Try to select a flame retardant with good flame retardant effect and less impact on the printing performance of the fabric. Optimize the flame retardant process, use suitable binders or cross-linking agents to improve the durability of flame retardant, and explore the use of flame retardants in the printing process.
The flame retardant mechanism on polyester/nylon fabrics provides a theoretical basis for the study of flame retardancy in polyester/nylon fabrics. The results of the study show that.
At a dosage of 15%, the finished fabric has a small char length, no negative ignition and no renewal time, and a higher oxygen index than the original fabric, without affecting the feel and whiteness of the fabric and with fewer melt drops.
②. When HMMM is used at 10% and FLC at 15%, the fabric still has good flame retardant properties after 10 washes.
③. The optimised flame retardant process is: preparation of flame retardant solution (15% flame retardant, 10% HMMM) → two dips and two rolls (90% roll residual) → drying (75°C) → baking (160°C, 2 min) → washing.
The warp and weft breaking strengths of the fabrics were reduced and the elongation at break in the warp and weft directions increased after the flame retardant finishing.
⑤. The maximum heat loss rate of the polyester/nylon fabric after the flame retardant finishing is smaller than that of the unfinished fabric, the temperature at which the maximum heat loss rate is reached is lower, the maximum heat release rate and the total heat release are lower, the residual carbon rate is higher and there is a significant flame retardant effect
(vi) Optimum process for printing on polyester/nylon fabrics using disperse dyestuffs. The flame retardant finishing had essentially no effect on the printing properties (colour characteristic values, K/S values, colour fastness to rubbing) of the five disperse dyestuffs (disperse yellow 163, disperse orange 30:3, disperse blue 284:1, disperse blue 60, disperse red 135) on polyester/nylon fabrics.























