Quotes
With the continuous development of computer hardware and software technology, printhead technology, mechanical and electronic technology, and fabric pre and post processing technology, we have developed a more efficient and practical digital jet printing technology based on the advantages of traditional printing machinery – guided digital jet printing technology.
The main features of the technique are as follows.
1 ) The sizing process allows the fabric to adhere flatly to the guide tape and the print to be fed regularly under the control of the software, thus reducing the phenomenon that the edges of the original press wheel feed would sometimes buckle and rub against the printhead, further improving the print quality.
2 ) The height of the printhead can be adjusted within a range of 2 to 12 mm, making it possible to print on a wide range of fabrics, including woven, knitted and fleece fabrics (towels, corduroy, velvet, etc.) and all kinds of garment pieces.
3 ) Self drying with hot air after printing to reduce dye hitching.
We have recently used this technology to print small batches of silk fabrics for personalised clothing of around 20,000 m. In order to make this area more accessible to more printers, the following production experiences and lessons are presented.
Determination of the application process
Main Processes.
Determination of the type of ink to be printed a fabric sizing ■ Printing a steam a washing a drying.
Determination of dye ink for printing
Digital jet printing requires the dye to be made into a certain concentration, viscosity and surface tension suitable for printing with a nozzle in an aqueous solution, customarily called ink. At present the inks that are suitable for silk dyeing are acidic and reactive inks. Acid ink printing is more stable in terms of colour and light, but has the technical bottleneck of poor colour fastness, which makes it difficult to meet the requirements of higher quality. In order to match the high quality of digital printing, we chose reactive dyestuff printing and determined a reasonable process route to obtain a stable print colour.
Fabric sizing
1.2.1 Requirements for blank fabrics
Silk printing blanks for printing must have a good wool effect: i.e. they must be refined and re-treated to ensure adequate debonding; to ensure good light and feel, they must be treated with acid neutralisation after training; they must be whitened to obtain bright colours; to ensure the quality of the print, they must be free from weft slope and weaving defects.
1.2.2 Pretreatment slurry formulation and slurry preparation
The formulation and preparation of the paste is still an important part of the printing process, as is the case with traditional silk reactive dye printing pastes. The main components of the paste are paste, alkali and urea. The role of the paste is to inhibit the spread of ink on the fabric and to maintain the accuracy of the print.
Jet printing pre-treatment requires the following for the paste.
1 ) good water holding capacity, the higher the water holding capacity, the better the fineness of the print.
2 ) Good debonding properties, which are a prerequisite for a good feel after printing.
3 ) The good flow of the raw paste, which facilitates the dipping and sizing.
4 ) Good resistance to electrolytes.
From the wide range of printing pastes available, we have selected SD-11, a paste suitable for digital jet printing, to achieve a high level of detail in the print pattern.
The role of the alkali agent in the paste is to promote the generation of covalent bonds with the hydroxyl groups on the silk fibre when the reactive dyestuff is in colour, in order to obtain a high colour fastness to printing (tested colour fastness to printing is 4 or 4 – 5), common alkali agents such as baking soda tend to make the silk fibre brittle, the fabric strength decreases and yellowing after steaming. To this end, we have developed a relatively weak alkali, HAS-20 F, which, at the right dosage, gives a high colour yield in the print and does not damage the strength of the fabric or cause yellowing after steaming. The role of urea is the same as for conventional printing, mainly for moisture retention.
The preparation of the paste is similar to that of the traditional printing paste, generally by adding the weighed urea and alkali to the water and stirring to dissolve it completely, then slowly adding the solid paste powder while stirring, stirring continuously until the paste is fully dissolved without lumpy particles, and leaving it overnight for better results.
The following points should be noted when mixing the slurry.
1 ) Make sure that the urea, alkali, etc. is completely dissolved in water, otherwise uneven blending may occur.
2 ) The paste must not contain impurities which will adhere to the surface of the fabric and form print defects.
3 ) The pulp should not be kept for a long time, and the amount of pulp should be adjusted in the right amount, generally the weight of the fabric multiplied by the pulp loss rate.
1.2.3 Sizing
The fabric can be sized in a variety of ways, such as double-sided dipping and rolling, single-sided dipping and rolling, scraping and printing. The purpose of sizing is to provide the fabric with a uniform layer of sizing components to meet the colour requirements of the dye.
The drying of the fabric after the pulp is generally recommended to be done in a non-contact drying way using a needle plate stenter, in order to prevent the thermal decomposition of the components in the pulp and the high temperature yellowing and brittle loss of the fabric, the drying temperature should not be higher than 120-Co
After sizing and drying, the fabric is rolled without deviations so that the printed pattern is free of deviations and a high printing efficiency can be achieved. Of course, only if the first few processes are carried out smoothly can we ensure that the fabric after sizing is not weft-skewed and flattened without deviations in the roll.
1.2.4 Storage
To prevent moisture absorption and decomposition of the pulp components on top, the fabrics are generally required to be stored in cool, dry and airtight conditions for a storage period of around 6 months.
Digital Jet Printing
1.3.1 Hardware components of the belt-guided printers
The main processes of a belt-guided printing machine are: Inlet area r
Fabric printing area and fabric output area “Washing unit and fabric inlet area control computer” [Drying area and fabric winding (post-treatment)
1 ) in the feed zone to ensure a flat entry of the fabric
A flat fabric into the printer is an important condition for print quality. Place the silk fabric to be printed in the infeed area of the tape machine, commonly used for silk fabrics such as plain satin, georgette and twill, and also take care that the fabric is not wefted when infeed.
2 ) The fabric passing through the feed zone is glued flat to the guide belt and moves smoothly into the print zone where the computer controls the printing of the desired pattern.
3 ) After printing, the fabric passes through the exit area and is separated from the guide belt, which is washed in the washing unit.
1.3.2 Software for guided digital printers and adjustment of colours
1.3.2.1 Commonly used control software
The most commonly used fabric print control software is TEXLINK, PHOTOPRINT and TEXPRINT, each of which has its own advantages and disadvantages.
1 ) TEXLINK: colour-coded printing, with poorer results for photo graphics.
2 ) PHOTOPRINT: no colour injection, which makes it impossible to achieve satisfactory results when printing blocks of contrasting colours.
3 ) TEXPRINT: a powerful and comprehensive solution that combines the functions of TEXLINK and PHOTOPRINT software to produce realistic photo prints.
1.3.2.2 Colour adjustment of the print pattern
The colour of the print will need to be adjusted as the effect of the print varies from fabric to fabric. This is done by comparing the incoming sample with a known colour card sample, finding the right colour and then making a test print. The test print is compared with the original sample and then adjusted until the colour is the same as the original.
Colours can be printed in CMYK, LAB and colour channel printing, each with its own advantages and disadvantages.
1 ) CMYK: allows for easy colour adjustment and is more intuitive, but the CMYK colour card series cannot print a bright blue colour if the printer uses a blue ink channel.
2 ) LAB: can print the blue colour which cannot be printed in CMYK, the print range is fair, but the colour adjustment is not convenient and not intuitive.
3 ) Colour channel: easy to adjust the colour, intuitive effect, large print range and the ability to print the blue colour which is not possible with CMYK, a function not available in some software.
1.3.2.3 Colour processing of images, pictures, Hafton image series
There are many reasons for colour distortion, and one of them is likely to be related to the print dye and printing method. The same dye, printed in different ways on different thicknesses of media, will certainly give different colour results; even if the dye is the same, the brightness of the colours will not be the same if different printing methods are used.
First, we need to understand the source of the input image, such as CD-ROM documents, scanned input documents, digital documents, etc., need to specify the colour space of the image, if there is no colour space, the document must be given a colour space pro file, so that we can use multiple machines to print the same colour and make the colour close to each other.
Once the colour space has been set up, check the quality of the pattern file. In general, the print size should not be less than 100 dpi, otherwise a blurred or mosaic effect may occur.
Select the important colours of the pattern on the computer, such as human skin tones, sky colours, fruit colours, etc., which need further adjustment.
1.3.2.4 Black and white patterns
Before printing a black and white pattern, first convert the pattern to a greyscale file and then to a CMYK file, deleting the C, M and Y channels and strengthening the pattern levels on the K channel. This is due to the fact that some fabrics have too much ink after printing on the CMYK four-colour channel and the post-processing is completed with a lighter colour than if only the K channel had been printed, while the CMYK four-colour channel cannot be printed with a consistent grey colour.
1.3.3 Spray printing
One of the keys to quality output is choosing the correct RIP, which converts the print data into a rasterised image or dot so that the inkjet printer can print it on the media, receiving the print data in descriptive language or as a vector image.
Colour management is another key to output. Manufacturers of paper, film and ink use empirical recipes to create media and inks. So if the same ‘ingredients’ are used, i.e. the same printer, paper, ink type, software settings, etc., the reprint should theoretically produce the same result as the original sample printed previously. In practice, however, this law will be satisfied in parts of the image, but not in the whole image. The reasons for this are wear and tear on the print head, uneven media surfaces and slight inconsistencies in ink distribution on the fabric surface. The goal of “colour management” is to ensure that the printout of the same scanned image on two different media looks exactly the same, without having to adjust the colours manually.
1.3.4 Different print accuracies are available for different patterns

Note: The printable time is the number of square meters that can be printed after lh, starting from the start position of the printer.
When printing patterns, not the higher the printing accuracy is better, different fabrics, different patterns, can choose different printing accuracy, for some textures of the fabric accuracy is not effective, but affect the printing speed. Therefore, the choice of the appropriate printing accuracy will ensure quality under the premise of greatly improving the efficiency of the work (Table 1).
Vapour steaming of printed fabrics
The purpose of steaming is to make the dye molecules react chemically with the fibres under certain moist heat conditions, so that the dye is fixed on the fibres.
The traditional printing method of steaming, generally continuous steamer and cylinder steamer, continuous steamer has the characteristic of steaming colour and light stability, while cylinder steamer has the characteristic of steaming vivid colour. However, traditional steamers are generally large in size, based on the characteristics of small quantities and varieties of digital jet printing, combined with the characteristics of the cylinder steamer, we have developed our own steamer that can steam 0 to 68 dishes of fabric at a time. The steamer takes up little space, has a stable colour and light and is easy to use.
The steam temperature is 102 – 105 -C and the steam time is 35 min. If the steam time is too short, the dyestuff will not develop enough and the colour will be lighter, while if the steam time is too long, the reactive dyestuff will be hydrolysed and the colour will decrease.
1.5 Washing of printed fabrics
The washing of digital jet printed fabrics is similar to that of traditional silk reactive printing, the process being: 3 washes in cold water, a 60 °C hot water wash – 80 °C soap wash, a cold water wash, a soft colour fixing treatment, dewatering – drying and a finished product. In view of the characteristics of silk fabrics, the soaping agent is neutral or weakly acidic.
For the characteristics of digital printing in small batches, we chose a rope washing machine with adjustable speed. By reasonably controlling the washing process and adding washing auxiliaries, we were able to achieve a damage-free rope washing of the silk satin spray-printed fabric, with a washing effect comparable to that of a flat wash.
2 Colour fastness test for prints
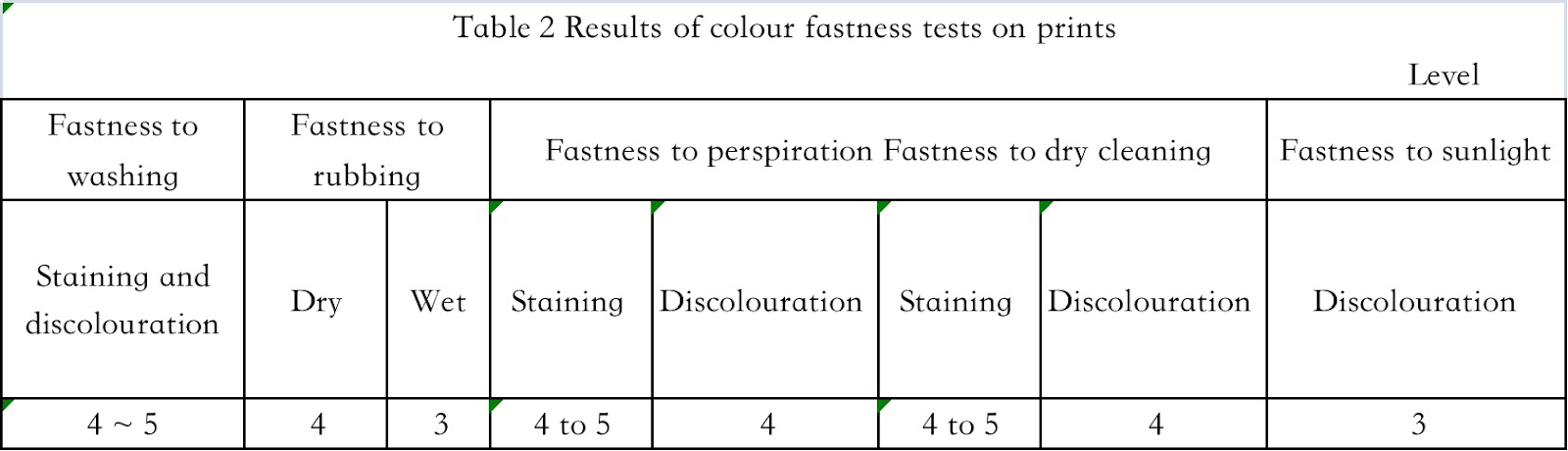
Table 2 shows that the fastness indicators of the prints generally meet the requirements for taking.
Conclusion
Activated inks can be used for printing on silk fabrics with good results. On the whole, the slow speed of digital printing technology and the high cost of ink are not the biggest constraints to industrialisation. The emergence of digital printing technology will allow fashion designers to give free rein to their imagination and will no longer be restricted by traditional printing methods such as colour coding.























