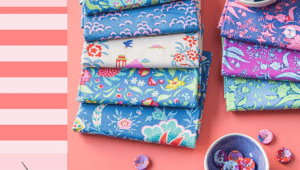
Understand the different fabric styles first
Fabric style generally refers to the unique properties of the fabric itself that are different from other products, mainly including appearance properties and intrinsic properties. Usually the external properties can be more obviously shown, intuitively accepted by processors and takers, such as fabric surface crepe, small diamond, pearl-like small particles and so on.
The exterior style of the fabric belongs to the main aspect of the fabric style. And the inner style sometimes need to inspect the person or the person taking through simple methods to identify, such as the feel of the fabric and the elasticity of the fabric and so on. Fabric style control is mainly refers to how to control the formation of fabric style of various process conditions.
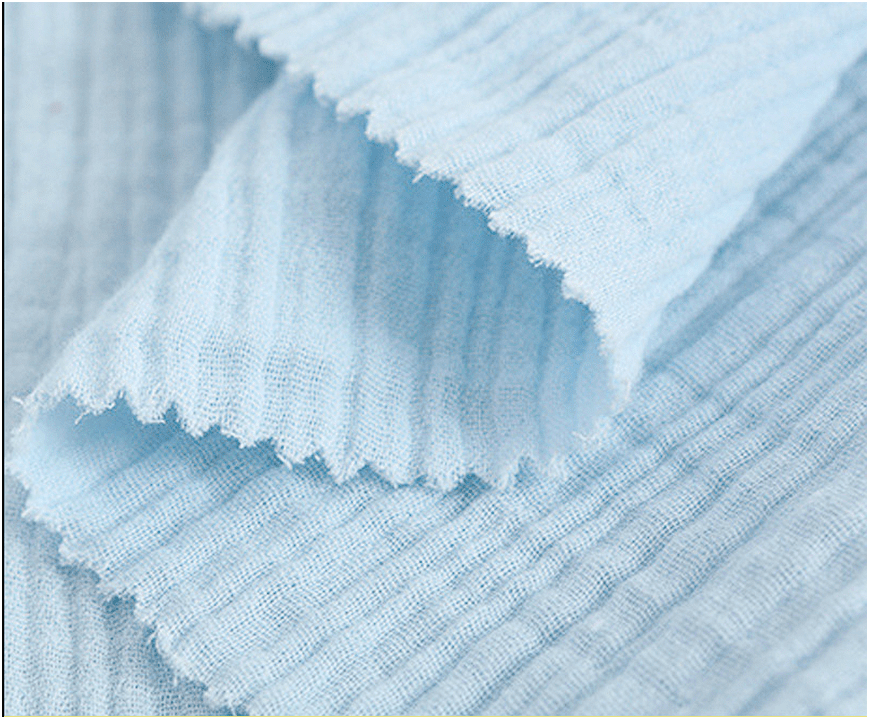
Crepe-like fabric
Crepe-like fabrics mainly include two kinds, one is the crepe style caused by the fabric’s tissue structure is relatively special, while the other is the weft stretch fabric in the dyeing and finishing process deliberately amplify all the process conditions and process methods that may produce the warp crepe.
Some fabric crepe is formed by the method of extrusion, such products can also belong to the gingham products. Crepe class fabrics in processing should pay attention to the key aspects from pre-shrinkage to predetermined type, from dyeing to drying, and finally to the finished product set.
Crepe-like fabrics include warp crepe fabrics and weft crepe fabrics, usually warp crepe fabrics. Due to the excessive shrinkage of the weft yarn during processing, the warp yarn cannot shrink in line with the weft yarn normally and forms irregular stripes on the surface of the fabric. In order to maintain these stripes, in processing must pay attention to minimize the weft processing tension. If the fabric is pre-shrunk in the dyeing tank, the pressure of the dyeing tank nozzle can be increased appropriately to increase the warp tension of the fabric during processing. In the drying and finished product sizing, by increasing into the cloth warp tension, appropriate reduce the sizing door width, fully retain the previous processing process in the fabric surface formed warp stripes.
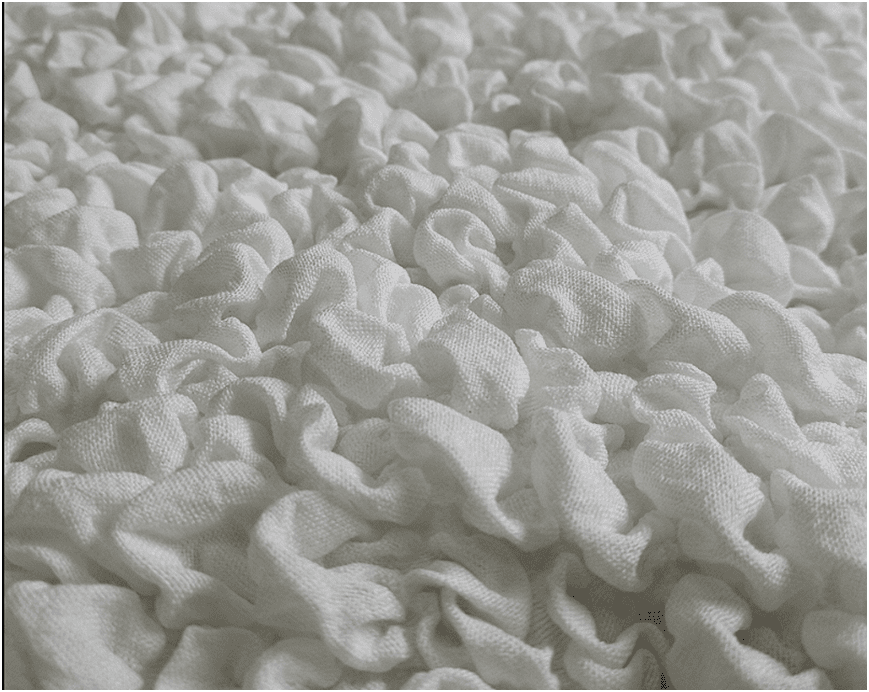
bubble fabric
There are many methods of bubble, cotton fabrics can be through the “alkali shrinkage” method in the fabric surface to form a large number of small bubble-like bulge, but also through the fabric’s organizational structure and warp and weft density settings, so that the finished fabric surface to form a small diamond or pearl-like small particles. Blistering class fabric and crepe class fabric is different, in the processing process should not only pay attention to reduce the warp tension as much as possible, but also must reduce the weft tension at the same time. Warp tension reduction includes not only the fabric pre-shrinkage, booking and dyeing stage, but also the drying stage and finished product shaping stage.
The finished surface of cotton poplin fabric has obvious small diamond shape, which not only needs to give the necessary design requirements for fabric warp density and weft density, in the finished product when shaping the warp tension and shaping door width between the formation of small diamond style on the surface of the fabric also has a significant impact.
Lightweight all-polyester pearl linen yarn fabric, not only need to pre-shrinkage, booking, dyeing and finished product sizing stage as far as possible to reduce the warp and weft tension and tension, and the key process is pre-shrinkage and dyeing after the drying of the fabric temperature and warp tension. If the fabric drying temperature is too high and the warp tension is too high in the wet heat state, the full pearl style on the surface of the fabric will be seriously affected. The use of loose-type drying equipment in the lower speed of the fabric drying, as far as possible to retain the surface of the fabric full of pearl style, is the focus of the blistering class fabric surface style control.
Polished fabrics
Calendering is a process that gives a special luster to the surface of a fabric. Calendering by rolling machine is the main processing method of textile calendering. There are two types of calendering equipment in common use, one is the electric heating calender and the other is the pressure type calender. Electrically heated calender is also called electric calender, pressure calender has mechanical pressure, oil pressure and air pressure pressure three ways. Rolling gives the fabric surface luster, can highlight the appearance of the fabric rich and luxurious, reflecting the aesthetic interests of the dresser and personal pursuit.
Fabric rolling when the rolling temperature, rolling pressure, rolling times, rolling speed and fabric surface finish are the main factors affecting the effect of fabric rolling. The higher the temperature, the greater the pressure, the more times, the more obvious the brightness of the surface of the fabric after rolling.
Plain fabric, twill fabric and satin fabric after rolling, satin fabric surface finish is the most obvious. Cotton staple fabrics and all-polyester filament fabrics compared to the usual filament fabrics after rolling the surface gloss degree is more obvious. The same is all-polyester rolled fabric, the nature of the raw material itself on the surface of the fabric finish is also very direct impact. The same fiber, the same density, the same tissue structure of FDY filament and DTY low stretch yarn compared to the surface finish of FDY products will usually be higher than DTY products. The warp density of the fabric is also one of the main factors affecting the surface finish. The higher the warp density of the fabric, the better the surface finish. The surface cleanliness of the fabric itself before rolling will also directly affect the quality of the rolled products. If the fabric surface impurities too much, too much hair, too many yarn joints, yarn dry uneven, etc., will affect the quality of the rolled products.
The high temperature of electro-thermal calendering will cause the chemical fiber fabric to become hard to the touch, which needs special attention during processing. In order to improve the softness of the surface luster of the fabric, can be taken in the rolling of the fabric surface and the fabric surface contact between the rolling method. The flatness of the fabric in the rolling light through the rolling point directly affects the quality level of the product processing. In order to reduce the chances of fabric surface blemishes in the rolling light, the fabric can be properly expanded before entering the rolling light rolling point. Electric edge absorber spreading, threaded straight roller spreading and curved roller spreading are the more common spreading methods. Straight rollers thread expansion, expansion roller rotation speed and expansion roller itself on the surface of the fabric pressure should not be too large, otherwise easy to produce abrasion marks on the surface of the fabric.

Ginned fabrics
The conventional ginning process is done on the gin machine. The electric calender can complete the ginning process of the fabric after replacing the rolls with the pattern. During the ginning process, the fabric warp tension, roll temperature and ginning speed are the main process parameters. The gingham fabric is usually suitable for decorative textiles, but also a small part of it is used to do women’s clothing. Most of the textile ginning process is carried out after the finished fabric is shaped.
Keeping the permanent shape of the gingham fabric is the issue that must be paid attention to during the use of gingham products. The implementation of relatively intense process conditions during the ginning process is the basis for maintaining the permanence of gingham products. When developing the process conditions, it is necessary to take into account both the production efficiency and the quality of the product, as well as the ability of the fabric itself to withstand.
Velvet fabrics
The uniformity of brushing is the main aspect of brushed product quality. Brushing marks, long lint, exposed bottom, etc. are common brushing defects. Keeping the sharpness of the brushing needle cloth, the running speed of the brushing needle cloth, the brushing tension, the flatness of the fabric when running on the brushing machine, the flatness of the product joint, the speed difference between the main needle roller speed of the brushing machine and the fabric out speed, etc. are the main factors affecting the quality of the brushed products.
Chemical fiber products are easy to produce static electricity during the brushing process, so it is very important to open the static electricity eliminator when processing. After some products are brushed, auxiliary shearing process is needed to increase the uniformity of the length of the pile on the surface of long pile products. Shearing the number of times and shearing the distance between the shearing roller and the fabric support roller determine the length of the fabric surface long pile. Factors such as the flatness of the surface of the fabric when it is fed into the fabric and the flatness of the joints, and the smoothness of the equipment during operation will have a significant impact on the final quality of the brushed product.

Brushed fabrics
For woven fabrics, brushing is becoming more and more common, while brushing for knitted fabrics has been the main way to change the surface properties of the fabric. For high-count, high-density cotton fabrics, the biological enzyme polishing treatment after brushing is a new processing technology. Whether grinding or brushing, not only can improve the surface characteristics of the fabric, but also can improve the feel of the fabric. Uniform, dense and short are the basic requirements of the brushed wool processing.

Various factors such as fabric tissue structure, density, fiber characteristics, brushing method, brushing speed, the flatness of the fabric during brushing, and the smoothness of the equipment operation will have obvious effects on the brushing quality.
Shaping must control several points
Temperature is the most important factor affecting the quality of heat setting. Because after the fabric is heat-set, the degree of the original existing wrinkle is eliminated, the surface flatness is improved, the size of the fabric heat stability and other taking properties, all have a close relationship with the high and low temperature of heat-setting.
After the fabric is woven into the finished product, in order to make the fabric with some special purposes, the fabric will be shaped processing. Because the fabric after shaping, physical properties and chemical properties are more stable, for example: shrinkage, width, warp and weft density, etc. is not easy to change, the surface of the cloth is also more flat. However, because the setting temperature is higher, so we should pay attention to the color change before and after setting, especially some sensitive colors, such as gray, army green, light khaki, etc., so we should generally pay attention to the color after setting. At the same time, setting can control the width of cloth, warp and weft density, shrinkage rate, etc., especially the control of shrinkage rate, which directly affects the processing cost, which also needs special attention.
Main process parameters and control
1、Formulation
That is, when shaping on the material liquid, the proportion of the use of various chemicals in the material liquid, which determines the feel, slip, color, etc. of the fabric after shaping.
2、Roller pressure
The pressure of the roller that is used for setting the material determines the amount of material liquid that the cloth carries, which has an important influence on the feel and color of the cloth.
3、Drying temperature
Drying temperature when shaping is one of the main factors affecting the quality of shaping, especially in the resin finishing process, shaping drying temperature on the stability of the fabric size, surface flatness have a greater impact, for soft finishing, drying temperature control in the fabric surface dry for appropriate, drying temperature should not be too high, otherwise it will affect the feel of the fabric.
4、Overfeed
The size of the overfeed directly affects the weft density of the fabric, thus affecting the shrinkage performance of the fabric, while taking into account the tension of the fabric production to properly prevent rolling wrinkles and weft oblique.
The width of the shaping stenter width determines the width of the fabric after shaping, so that the width of the fabric after shaping to meet the requirements of the process, so that the width of the fabric after pre-shrinking to meet the requirements of customers.

Heat setting process conditions
Fabric heat setting is usually the process of keeping the fabric at a certain size, heating it for a certain time under certain temperature and humidity conditions and then cooling it. Therefore, the main process conditions of heat setting are just temperature, time, tension and swelling agent.
1、Temperature
Temperature is the most important factor affecting the quality of heat setting. Because the fabric after heat setting, the original existence of wrinkles are eliminated, the degree of surface flatness improvement, the size of the fabric thermal stability and other taking performance, have a close relationship with the heat setting temperature.
2、Time
Shaping time is another major process conditions of heat setting. After the fabric into the heating area, the time required for heat setting can be divided into the following parts.
① fabric into the heating zone, the time required to heat the fabric surface to the setting temperature, or called the heating time.
② fabric surface to reach the shaping temperature, so that the fabric inside and outside the parts of the fiber, have the same shaping temperature required for heat penetration time.
③ fabric to reach the shaping temperature, the molecules in the fiber, according to the shaping conditions for the time required to adjust, or called molecular adjustment time.
④ fabric out of the drying room, so that the size of the fabric fixed down the time required for cooling, or known as cooling time. Usually refers to the shaping time, often refers to the first three required time, and does not include the fourth item included.
If the first item is regarded as a preheating effect, then the setting time refers only to the time required for the second and third items, i.e., the time required for heat penetration and molecular adjustment.
Regarding the time needed for heating and heat penetration, it is determined by the performance of the heat source, the weight of the fabric per unit area, the thermal conductivity of the fiber and the moisture content of the fabric, etc.
3、Tension
The tension to which the fabric is subjected during the heat setting process has a certain influence on the setting quality, including the dimensional thermal stability, strength and elongation at break of the fabric. The warp dimensional thermal stability increases with the increase of warp overfeed during sizing, while the weft dimensional thermal stability decreases with the increase of door width stretching degree.
The average single yarn strength of the fabric after sizing is slightly higher than that of the unstyled one, and the change in the weft direction is more obvious than that in the warp direction. After shaping the fabric’s breaking elongation, the weft direction decreases with the increase of the degree of stretching, while the warp direction becomes larger with the increase of overfeed.
Therefore, in order to make the fabric to obtain good size thermal stability and help improve the fabric’s taking performance, heat setting should be appropriate to overfeed the warp, weft elongation should not be too high. For this reason, it is required that the pre-treatment does not use a large warp tension, so as not to over-elongate and force the weft to undergo a large contraction, so that the final need for a larger stretch.
①The number of refolding of molecular chains increases with the heat treatment temperature.
(ii) Tension hinders the refolding of molecular chains.
(iii) At very high temperatures, the role of tension in hindering chain folding is greatly reduced.
Tension has a more significant effect on fiber structure, and fiber structure is closely related to each other, therefore, it is important to pay attention to the control of tension in any setting process.
4、Solubilizer
Water has “loose” fiber structure, enhance the role of macromolecular chain segment fluid-like movement. Moisture in the heat setting process of plasticizing, thus affecting the supramolecular structure and physical properties of the fiber.
Weft slant is the fabric production process in the high temperature shaping instability caused by, for example, cotton, can be torn by hand, but the natural traces of tearing is not horizontal, but a slash, which is the weft slant is more obvious.
General fabric a little weft is not a big problem, does not affect the normal use, only the plaid, the warp strip or weft strip can not appear weft, or production cutting time loss is very large, or even can not be cut.
Classification of product weft slope defects
1、Full width straight line weft slant
This kind of weft is characterized by the weft yarn is basically straight, and the horizontal standard is about 30° slope. This kind of weft slant is fabric in the dyeing and finishing process by tension dragging forward, when the warp and weft intersection on the force has large hours, in the weft yarn can not level forward and there is a difference between fast and slow or slow forward, the formation of the weft yarn skew, the reasons for its occurrence are many.
A. Weaving factory to the fabric sometimes single side tight or both sides tight middle loose, in the rope processing caused by the package roll, open width difficulties, easy to produce a straight line weft skew.
B. Sometimes weaving factory to billet open cut is not straight, printing and dyeing factory sewing head, failed to tear Qi on the sewing, resulting in sewing head weft slant, by the post-processing, and no correction, the degree of skew even more.
C. When the flat width processing, roller surface is not flat; roller installation is not level; roller diameter is not the same size, not parallel to each other; pressure at both ends of the roller has size; machine centerline is not straight, resulting in fabric running towards not straight; machine installation quality is poor, the local foot is loose; part of the parts tilt, fabric warp to both sides of the force is not uniform; mercerizing machine on both sides of the cloth tongs dragging cloth length is not the same, resulting in weft skew; into the cloth suction edge device dragging cloth The angle between the roller and the cloth is too small, and the tension on both sides is not uniform; the local bubble “water bag” is produced when rolling the liquid in flat width; the guide roller bearing is worn or the probe is worn out; the pressure roller on the fabric inspection machine has different pressure on both sides, and the knife k mouth of the yard cloth machine is not equal, which will cause the weft slant.
The above situation belongs to the equipment condition is not normal, if improper operation or not according to the standard system, will also cause the weft slant.
For example, in the process of sewing, greedy for convenience, random knot; in the entry of flat rollers, improper operation, so that the fabric wrinkled or rolled edge; falling cloth rollers wrapped cloth is not flush; into the cloth or rewind, east is skewed or left and right.
Secondly, in the rope processing, tension is not uniform, rope washing machine roller is not flat, the fabric force is not uniform, sometimes loose, sometimes tight, easy to cause weft slant; rope machine wear head overlap, wear fabric warp force is not uniform, wear too many channels, cloth body is too tight, uniformly produce weft slant, sometimes rope washing machine wear fabric package angle is too big, tension is big, weft slant is also big; rope processing produce local “water bag “and cause irregular weft slope, receding pulp bubble “water bag” is more obvious, when the fabric flat into rope, porcelain circle is not centered, flat to rope or rope to flat, sometimes the distance is too short, the fabric is easy to wrap, also easy to produce weft slope, large drop cloth J-shaped box, the bottom of the box arc large, fabric gliding Difficult, easy to press and cause tension; rope processing to the pile of cloth pool, containing too much water, resulting in open width difficulties and weft slope.
2、Full width curved weft slant
This kind of weft slant is characterized by curved or concave bow-shaped weft slant of weft yarn. Mainly occurs in the bending roller of the expansion roller, due to the flat width into the bending roller or baking cylinder before sometimes have a small wrinkle and installed a bending roller, to expand the role of eliminating wrinkles. In the application of the appropriate amount of tension so that the fabric expansion of wrinkle, but also the weft yarn taut into the middle of the convex bow. The degree of convex arc with the fabric of the thin thickness, curved roller curvature, fabric in the curved roller by the tension and other factors.
In addition, in the mercerizing machine and stenter, the fabric is held forward by the cloth tongs, by the hot air, hot light alkali drenching or will alkali washing, fabric relaxation, resulting in the fabric in the part of the question hysteresis phenomenon, out of the cloth tongs, was a concave arc of weft slant. This situation is easier to produce in the thin fabric.
3, hanging angle weft oblique
This kind of weft is characterized by normal weft on one side of the fabric, one side is skewed.
Causes: is a single side of the fabric a corner of the force; or guide roller, drying cylinder single side of a corner of the accumulation of scale; or out of the cloth roller wrapped cloth movement, towards the single side caused by too thick; or into the multiple rollers, single side of a serious roll edge, which is mainly formed by the rollers left and right pressure difference. This kind of weft slant is more difficult to stop, only with stretched whole weft or special pressure roller alternately for whole weft.
4、Local weft slope fixed in a part of textile
This kind of weft slope is characterized by the local weft slope with regular shape. The main reason is the accumulation of dirt on the guide roller, such as winding on the yarn head cloth strip; or fabric into the rollers before the wrinkled strip, so that the tension is not consistent. Because of the guide roller on the accumulation of dirt or wrinkles is fixed, so the fabric produces weft oblique parts and shape is also relatively fixed.
5、No regular shape of the intricate weft slope
Fabric in the flat machine by the unit parts or machine caused by the initial weft slope, basically is a regular or regular shape, the location is also fixed. If the weft is not adjusted in time or improperly adjusted, and then through the abnormal influence of some parts of the next process machine, the accumulation of the weft slope is generated, forming a complex and complicated weft slope with different shapes. However, this kind of weft slope is less common.
Measures to prevent weft skew
The weft slant is generated from many aspects, and the measures to prevent weft slant should also be taken from many aspects.
1、Equipment
Flat width equipment on the rolls, guide rolls, drying cylinder must do four nearly, namely, roller installation to be flat, parallelism between the rolls to be flat, roller pressure around to be flat. The center line of the installation equipment should be straight and the bottom firmware should be firm.
Mercerizing machine, shaping machine, stenter machine and other machine pins, sleeves, chains should be regularly checked and replaced to ensure that both sides of the cloth tongs or needle plate rotation speed is the same.
The upper and lower guide rollers that adjust the speed of each unit of the flat width machine should be kept level.
Rope guiding porcelain ring should be adjusted so that the cloth bundle is centered. To reduce the rope machine single machine tension, the use of mobile distribution row file position, so that the back head wear cloth for the flat head wear cloth, etc., to control the number of wear cloth channel. To reduce the tension of the synchronous rotation of the rope washing machine, the running line should be straight, single-headed rope equipment available light conduit loose synchronous transmission. To make the cloth out of large J-shaped box is not pressed, concave weft oblique can go a few curved rollers to expand the width; mercerizing machine produces concave weft oblique, can be installed in the mercerizing machine out of the cloth tongs after the addition of a pair of curved whole weft device, cloth below the addition of an active over-speed 10% smooth small roller, cloth above the pressure of a square rubber bending roller, bow projection of the center pressed in the center of the cloth width, depending on the degree of concave weft oblique cloth surface to adjust the above curved rubber bending roller pressure When the convex weft slant goes to the bending roller, the convex shape will be turned over into the opposite direction to rectify the weft, but the degree of rectification is limited, and the wrinkles should be prevented at the same time.

Hot air stenter spray wind mouth to change the vertical form for the oblique wind mouth, wind speed in 12 ~ 15m / s, the angle between the wind mouth and the cloth surface for 15 ° ~ 20 °, so that the wind blowing in the direction of the cloth surface forward, so as to improve the hot air stenter itself caused by the arc-shaped weft slant.
2. Operation
The seam head should be flat and straight, the needle density should be moderate, and it is required to tear the head after sewing as much as possible, and the weft slope of the seam head should be below 0.5%.
The rope fabric should not be run in knots, and the head should be sewn well with sewing machine. At the end of rope processing to the bottom of the pile pool, the fabric should be rolled dry and not overloaded with water.
To eliminate the rope processing “water bag”, especially the receding pulp “water bag”.
The roller wrapping fabric should be evenly thick and thin. When processing to avoid fiber, yarn winding roller and cause weft slant. When processing flat width, attention should be paid to prevent the edge of the cloth from being rolled and wrinkled. The force on both sides of the electric edge absorber should be even, and the angle of the cloth should be bigger.
The cloth yardage machine should be flat and straight.